Embossing Recommendations - Autoflex EB
Synopsis...
|
SUCCESSFUL EMBOSSING PARAMETER 3 Tooling for Autote and Autoflex should have a profile approximately 30-40% higher than that required for polycarbonate. The height of the male tool determines the embossed profile. The female should be deeper than the male to avoid interference. |
5.2 Thermomechanical properties
This section deals with the way that the mechanical properties of Autotex change when the film is heated. This behaviour is dominated by the glass transition temperature ‘Tg’ of polyester at 68oC. At this temperature the film ceases to be a hard ‘glassy’ material and becomes softer and more easily stretched.
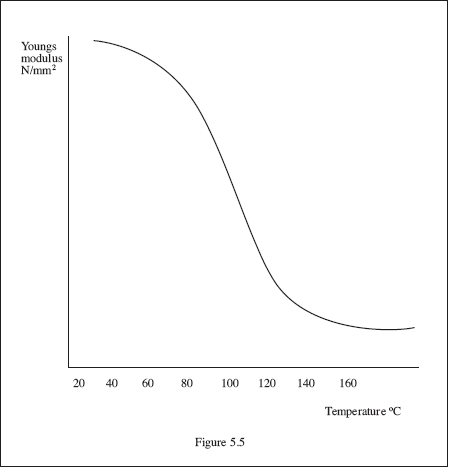
This is well illustrated by Figure 5.5 which shows the effect of increasing temperature on the Youngs modulus of Autotex. This is a measure of the force required to stretch the film.
Below the Tg the film is very strong. At 68oC the strength of the film begins to fall rapidly. At 120oC the film is around 1/6th as strong as it was at room temperature.
This property provides an excellent method of avoiding background distortion. If the areas to be embossed are heated significantly above the Tg, but the background areas are kept below the Tg, the force required to form the film is reduced in the hot areas but remains high elsewhere. The temperature difference needed to achieve good results is quite small, typically only 10-15oC.
|
SUCCESSFUL EMBOSSING PARAMETER 4 If possible tooling should be designed to allow the embossed areas to be heated above 68oC but to retain the surrounding areas at below 68oC. |
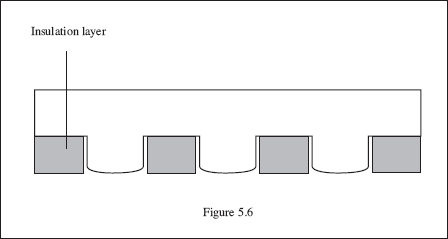
This is most readily achieved on speciality tooling. On plate tooling the only practical method is to introduce an insulating layer in non-embossed areas (see Figure 5.6).
Reference to Figure 5.5 will show that no benefit is gained from the use of tool temperatures above 120oC. In fact, practical experience has shown that a temperature of 80-100oC gives the best results for tactile embossing. At this temperature optimum dome height and tactile feel are achieved.
Figure 5.7 shows this effect schematically. At low temperatures the dome height is low due to background distortion and relaxation effects. At temperatures above 80oC dome height begins to fall.
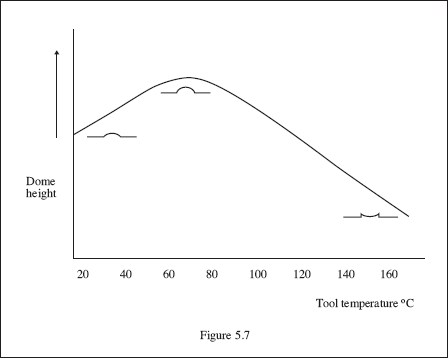
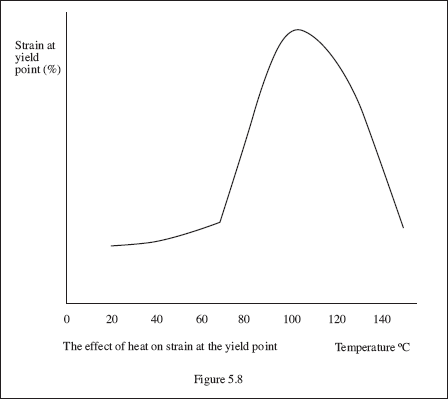
This high temperature effect is caused by two factors: Firstly the low strength of the film at high temperatures can allow the dome to sag. This can be clearly seen at temperatures over 140oC. Secondly the strain at the yield point increases between 85-110oC. Over this range the film is therefore more elastic, and relaxation is more significant. This is depicted in Figure 5.8.
The drop in the strain and yield at temperatures above 120oC is believed to be a result of slight crystallisation of the film under stress. This is detrimental to the flex life of the product and these high temperatures should therefore be avoided.
|
SUCCESSFUL EMBOSSING PARAMETER 5 Optimum film temperature for maximum dome height and tactile effect 80-90oC. |
5.2.1 Thermal relaxation effects
Hot embossing of polyester is essential to prevent embossed profiles relaxing when operated at elevated temperatures.
Research work carried out at MacDermid Autotype tells us that in order to maintain dome stability the film has to experience a temperature during embossing that is higher than the intended operation temperature. Tests have determined that to obtain minimal dome relaxation after several weeks exposure to 80oC the film must have experienced at least 100oC during embossing. Please note that it may be necessary to set the tooling at a higher temperature in order for the film to reach the required temperature. It is very difficult to obtain good dome stability for operation over 80oC.
|
SUCCESSFUL EMBOSSING PARAMETER 6 If dome stability up to 80oC is required, ensure the film experiences a temperature of at least 100oC. |
5.2.2 Dwell time effects
All temperature guidelines given in this section refer to the film and not the tools. Since polyester is a poor thermal conductor, the temperature through the thickness of the film tends to be slow to rise when in contact with a heated tool.
Time must therefore be allowed for the film to reach the tool temperature. Typically dwell time needs to be 10 seconds, although this may vary with tool design and film gauge. This clearly limits throughput. Embossing at a higher temperature for a shorter period of time is an option but cannot be fully recommended as this tends to lead to uneven heating through the thickness of the film. Direct heating of the film and not the tools can also lead to uneven heat transfer as the cold tools will cool the outer surface of the polyester.
SUCCESSFUL EMBOSSING PARAMETER 7
Ensure thorough heating of the film. A dwell time of 10 seconds should be sufficient.
5.2.3 Multi stroke embossing
As previously discussed in Relaxation Behaviour; polyester has some elastic behaviour which leads to an embossed profile lower than that of the tool. This is compensated for in tool design.
For a given tool however embossed height can be increased by cycling the machine twice in succession on the same piece with a dwell time of 6-7 seconds for each operation. In this way the relaxation from the first operation is re-stretched during the second. Relaxation after this stage is significantly less than before, leading to a higher total embossed height.
|
SUCCESSFUL EMBOSSING PARAMETER 8 For a given tool, the height for the embossed profile can be increased by embossing the same piece twice, each with a dwell time of 6-7 seconds. |
5.2.4 Maximum embossing height
This is determined by the maximum draw rate. From experiments, we have found that, for
cold embossing, the embossed profile should have a draw length/initial length ratio of no
more than 1.25. This ratio is valid for the finished emboss.
- The tool ratio will have to be slightly bigger, to allow for a 30-40% shrink.
- The maximum ratio for hot embossing will be slightly higher, but we would recommend sticking to the above-mentioned value.
- The ratio of 1.25 is independent of the thickness of the film, as it is the hardcoat, which would crack first if the ratio was exceeded. Hard coat thickness for all Autotex films is the same and hardcoat thickness for all Autoflex films is the same.
- The same ratio can be applied to all types of embossed profiles i.e. domes, rims and pillows.
|
SUCCESSFUL EMBOSSING PARAMETER 9 For a given type of embossed profile, the draw length/initial length ratio should be no more than 1.25. |
6. CONCLUSION
These guidelines have been compiled after extensive investigation into the properties of polyester film and into the embossing methods used in the industry. They are as complete and exhaustive as we can make them at the time of writing. However there can be little doubt that further information will become available in future and these recommendations may be amended accordingly.
There is no one right way to emboss polyester. Some users may find that under their process conditions successful results can be obtained without rigorously observing all the points contained herein. However, the likelihood is that the more closely these guidelines are followed the greater the chance of a successful result.



