Embossing Recommendations - Autoflex EB
Synopsis...
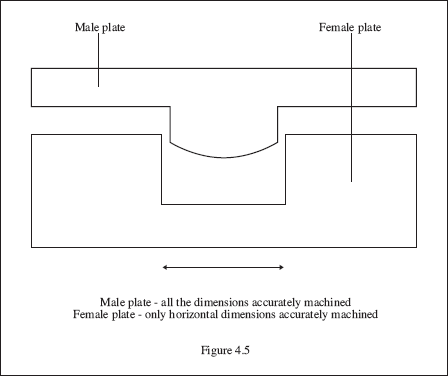
4.1.3 Machined plate tooling
Machining is a much more controllable process than etching. More complex profiles and tighter tolerances can therefore be produced. Machined tools are however, in general, more expensive than etched tools. The most significant advantage of machined tools is the ability to produce controlled tactile dome profiles.
Again it is not necessary to accurately machine the female tool to a depth specification. The female should be deeper than the male. The bottom of the female recess need not then be accurately profiled dependent on the shape required.
4.1.4 Cast plate tooling
It is much easier to machine or etch a female tool than a male for most applications as much less material needs to be removed. Male tools can be conveniently produced by casting from a female master. This can be most readily achieved using, for example, rubber or glass reinforced plastic (GRP) compounds. Generally it is not necessary to allow male/female tool clearances as the resiliance of the material will make way for the substrate.
Rubber tooling does not give the best defined profiles however; rigid GRP cast tools are capable of excellent results. Matched GRP male/female pairs may be used to avoid wear and tear on expensive machine masters. In this case the lower thermal conductivity of the plastic dies may require the use of higher tool temperatures in order to achieve the 80-90oC minimum substrate temperature needed for successful polyester embossing.
4.1.5 Thermal expansion
Die dimensions should be set to be correct at the working temperature of the tool NOT at room temperature, ie thermal expansion should be accounted for.
If GRP males are used with metal females or indeed if any rigid male/female tool set is produced from different materials, allowance must also be made for the different degrees of thermal expansion the materials will undergo in heating to the working temperature.
For this reason rigid tool pairs are normally produced from the same material.
4.1.6 Non-matched plate tools
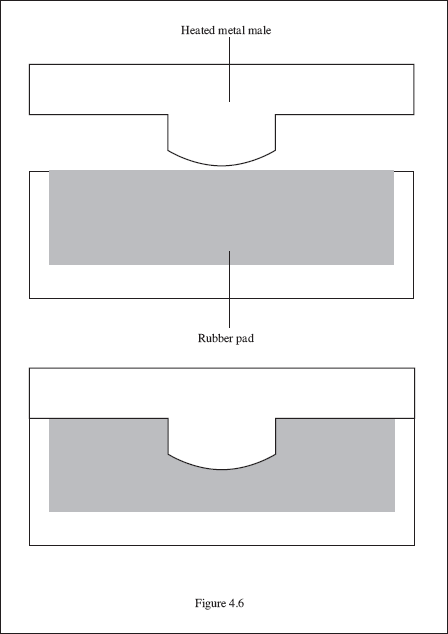
This class of tooling involves the use of one tool with a resilient flat surface.
a) Metal male/rubber sheet
Rather poor definition is achieved by this method.
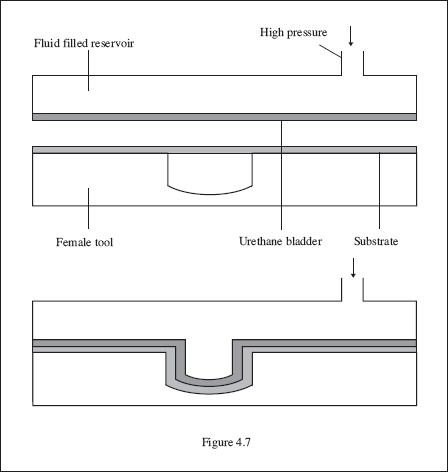
b) Hydroforming
This method can provide excellent results. Firm clamping pressure is applied to the non-embossed areas before forming begins.
4.2 Speciality tooling
Plate tooling gives excellent results for many embossing applications on MacDermid Autotype polyester products. It is not possible however to fufill all the desirable tool design requirements outlined in section 2.3 with this type of tool. In particular, background area clamping and differential temperature control in embossed and non-embossed areas are almost impossible to achieve.
Therefore, for the most demanding applications (eg where closely specified tactile dome actuation pressures are required) more specialised tooling is often used.
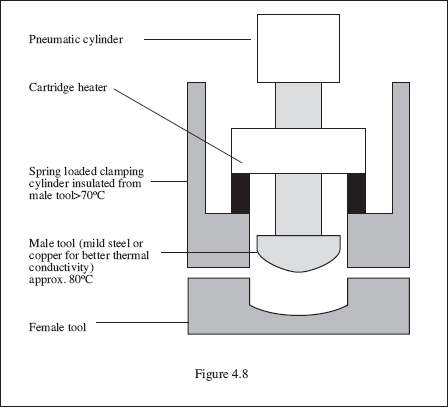
Laboratory work by MacDermid Autotype has been undertaken to identify a suitable design. This work was based on an Armstrong-White press.
It can be seen from the schematic (Figure 4.8) that all of the tool design parameters desirable for embossing polyester can be achieved using this type of equipment.
This machine is designed for laboratory use. It can however be adapted for production use by the addition of an x-y CNC table to move the substrate relative to the single tool pair.
This approach is well suited to short production runs where the same tool pair can be used for many jobs. Tooling costs are very low.
For longer runs the method is too time-consuming. In this case the tooling must be adapted by using a male punch for every dome on the work piece, registering with a machined female plate or block. The clamping function can be either as in the single tool machine or, more cheaply, in the form of a clamping block or plate drilled to receive the male tools and spring loaded against the male tool assembly.
This form of tooling is relatively expensive and is best suited to high specification, low volume work.