Embossing Recommendations - Autoflex EB
Synopsis...
5. SUBSTRATE
In order to more fully understand the differences in the embossing performance of polyester and polycarbonate, it is useful to compare the properties of the two substrates. The text below refers to Autotex, but the information is generally applicable to Autoflex EB and for all embossable polyester films.
5.1 Table of Tensile and mechanical properties

Comparisons of tensile/mechanical properties of Autotex and polycarbonate are derived from ICI America Inc data. Study of the table will demonstrate that Autotex has almost twice the strength, over 80% of the elongation at break. The differences are further highlighted by comparison of the stress/strain curves for the two substrates
5.1.1 Yield behaviour, localisation of deformation
Figure 5.1 clearly demonstrates the strength and toughness of Autotex compared to polycarbonate, but also reveals a significant difference in the yield behaviour. This is of crucial importance in embossing. The yield strength of a material is the force required to produce a permanent deformation of the film. A force lower than this will produce a deformation which completely relaxes when the force is removed, ie an elastic deformation. The elongation at which this occurs is known as the ‘yield point’. The yield strengths of Autotex (Ya) and polycarbonate (Yp) are shown in Figure 5.1.
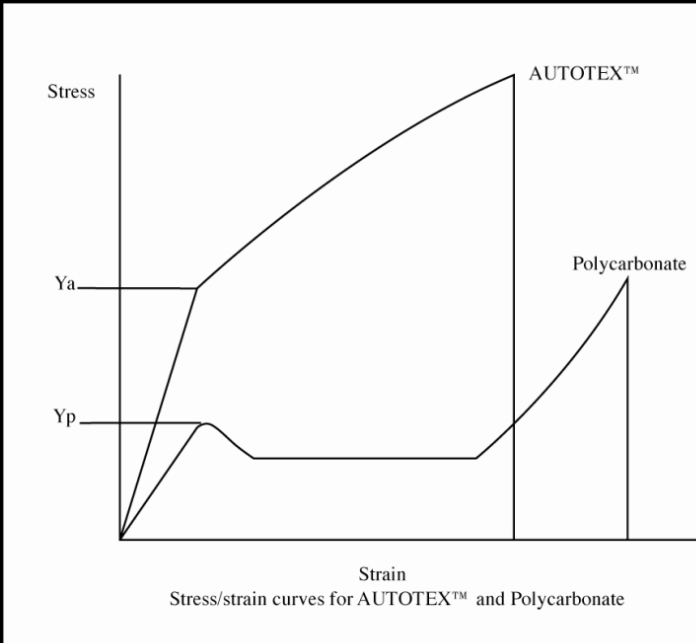
When polycarbonate is deformed beyond its yield point, the force required to further deform the film drops suddenly and then remains constant. The force exerted does not then exceed the yield strength until an elongation of 100% is reached.
An area of polycarbonate film which is in the process of deforming from 10-100% elongation cannot therefore transmit sufficient force to surrounding areas of film to deform them beyond the yield point. Permanent deformation of the film is therefore localised.
In contrast, a polyester sample deformed beyond the yield point requires a continuously increasing load to achieve further deformation.
This tends to result in the deforming force being transmitted to surrounding areas of film. Permanent deformation of the polyester is not therefore localised. This difference is clearly seen in Figure 5.2.
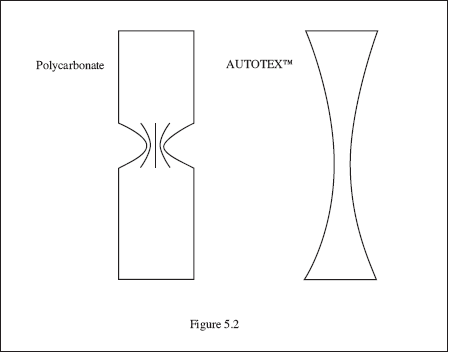
Figure 5.2 depicts samples of Autotex and polycarbonate which have been subjected to a deforming load applied along the long axis. The Autotex sample is almost uniformly deformed along its length. The polycarbonate sample has begun to deform half way along its length. A band of material across the sample has deformed to around 100% elongation before stress has begun to be transmitted to the areas of film on either side. The remaining film has no permanent deformation.
Figure 5.3 shows schematically the effect of forming polycarbonate and Autotex with the same tool.
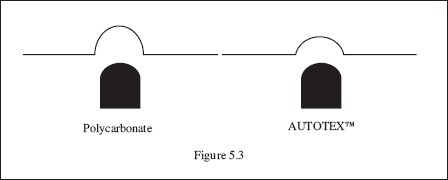
The resulting profile in the polycarbonate is a reasonably faithful impression of the tool profile. The profile achieved in the Autotex is distorted because the film has been drawn in from surrounding areas.
This difference in yield behaviour is very significant when embossing Autotex with unsuitable tooling. The transmitted stress tends to distort non-embossed areas giving cockled panels. The spreading of the stress also tends to give lower embossed profiles.
Good tool design can prevent this. Two features are important:
|
SUCCESSFUL EMBOSSING PARAMETER 1 Non-embossed areas should be tightly gripped to prevent movement. |
|
SUCCESSFUL EMBOSSING PARAMETER 2 The tolerance between the tools should be sufficient to hold the film and localise the stress while preventing scratching of the ink and cutting of the film. The gap on each side of the tool pair should equal the film and ink thickness plus a further 50μ. |
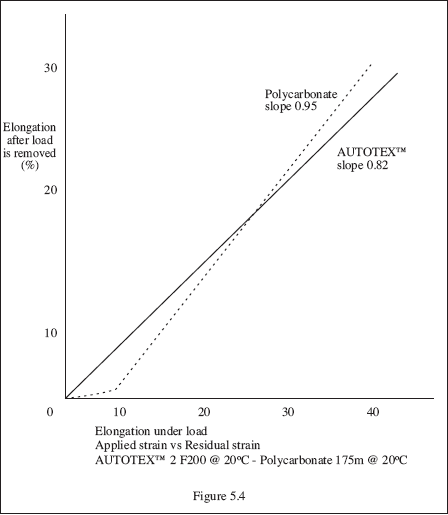
5.1.2 Relaxation behaviour
Autotex is a relatively elastic film. Even when stretched beyond its yield point it has a tendency to shrink back when the load is removed. Polycarbonate is much less elastic. Once its yield point is exceeded very little shrinkage (or relaxation) occurs when the deforming load is removed.
Figure 5.4 shows this difference clearly. The upper line for polycarbonate has a slope of 0.95. This shows that 95% of any applied deformation above the yield point is permanently retained by the film.
The Autotex line has a much lower slope of 0.82. Only 82% of the applied deformation above the yield point is therefore permanently retained. The effect, combined with the load spreading described above leads to lower embossed profiles.
Again, this can be compensated for by tool design.