裁切建议 - Autoflex EB
Synopsis...
Autoflex EB以双向拉伸聚对苯二甲酸乙二醇酯(PET)薄膜为基材。同其它普通的用于薄膜面板和铭牌的基材如聚碳酸酯(PC)和乙烯基相比,它拥有出众的耐受性、耐久性、坚韧性及强度。这些特性在产品的寿命和可靠性方面给予了极大的优势,但需要谨慎操作,以确保加工的产品成功。
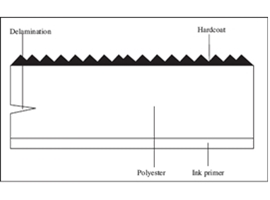
在不适宜的条件下裁切Autotflex EB,可能会导致轻微的分层或薄膜边缘破碎。这表现为接近切边的区域出现像银色光泽的外观。背面印刷的面板可以使问题更加明显。分层发生在PET片材的内部,它同硬化层分层是不相关的(如图所示)。Autoflex EB 拥有同未硬化的PET片材相似的裁切特性。
以下提供的指导是实践经验的结果。他们已被发现在解决大多数裁切问题时给予了优异的结果。 Autoflex EB加工中常用的两种裁切方法:
- Guillotining铡刀切
- Steel rule die cutting刀模切割
1. GUILLOTINING铡刀切
1.1 Guillotining of stacks铡刀切准备
a)刀片钢材
一系列的钢材都可以用于制作铡刀切刀片。最常用的火焰淬火钢,低合金高速钢。
较硬的钢更耐磨损,但可能会更容易崩刃。硬面合金刀片例如钨铬钴合金Stellite 12,最初是比较昂贵的,但是它常常提供一定硬度的范围内更强硬的边缘。
得到一个合理的平衡的刀片硬度的方法是热处理,它可以给到650〜750 VPN ( 56至60洛氏硬度)。
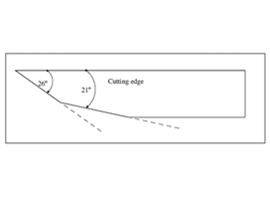
b)刀片角度
如果使用双斜角磨有26 o和21 o 角度刀片那么就可以获得切割Autoflex EB的最佳切割表现及刀片寿命。(如图所示)
c)刀片寿命
一块正确磨光的合适硬度的刀片在需要再磨锋之前可以给到60~100小时的连续使用时间。影响刀片寿命的主要因素,是用于制造刀片的钢的质量和所切割的聚酯类产品堆积的厚度。
d) 钝化的刀片
钝化的刀片将导致PET片材的内部分层
在显微镜下检查,总是发现聚酯薄膜内部破碎。内部分层趋势的增加与片材的厚度有关。
因此如果切割厚的(175μ 和 250μ )PET基材产品刀片需要经常的定期更换。
在刀片上的任何碎片都会在堆积的片材上显示出一条切割线并且在每片片材边缘出现一小块区域的分层现象。
1.2 夹紧固定
当切割片材时,堆积的片材需要被牢牢的夹紧。可以通过在堆积的片材上方和下方放置纸板而避免上下片材的损坏。
1.3堆积尺寸
如果堆积尺寸小于25片片材那么就可以得到最佳的结果。在切割内部分层倾向最严重的250μ的PET片材时这尤其重要125μ 的PET基材产品那么堆积50张是可以的,例如Autoflex EB G130/A130 等产品.
2. DIE CUTTING刀模切割
刀模切割较经济且普遍,适合大多数应用。然而,裁切直径较小的孔时冲压可以获得更加完美的结果。祥见段落3。
2.1 刀片硬度
钢刀的硬度规格常见在390VPN(中硬)到520VPN(超硬)。我们发现Autoflex用450VPN的钢刀来切割可以得到最佳折中的刀片寿命并且能够满足相关的形状复杂的钢模成型要求。
2.2 刀刃
刀刃可能不是平的就是尖的。我们发现在切割AUTOFLEX EB时稍许圆平的刀口要比非常光滑直尖的刀口的切割效果要好,这是由于它拥有渐进的作用。刀片本身应定期保养,维持最佳状态。
2.3 刀片厚度
Autoflex通常使用2点(大约0.7MM)厚度的刀片,刀的高度通常为23.8MM (0.937”).
2.4 刀模剖面
很多种刀模可用,最常用的为中峰和侧峰。
我们一般建议使用中峰和长中峰刀模来裁切多层结构,仪表板和多层PET产品;长中峰刀还用于当需要最小位移时,也就是当裁切有严重内部分层趋势的厚度PET时。
側峰看可以得到好的结果,然而有一件事我们必须记住那就是有很多种不同类型的側峰刀模并且在裁切PET时可以得到不同的结果。我们建议联系不同的刀模生产商来为你的项目寻找最合适的刀模。
刀模剖面对薄规格片材不是很重要。
2.5 刀模质量
不同的厂商的刀模在刀片上有着极其重大的差异。所以我们还是建议联系不同厂商找到最好的刀片。
2.6 泡棉
模具要完全的被中等硬度的泡棉或橡胶(25-40%肖氏硬度)覆盖住并延长至刀片3mm以上的高度。
泡棉需要把整个模具盖住。这样可以在裁切时给片材边缘支持。泡棉硬度需要在25-40%肖氏硬度。
泡棉需要比刀片高出大约3MM。
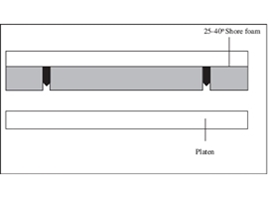
泡棉需要比刀片高出大约3MM(1/8”) 。
2.7压力
常用的压印机种类有Crosland(克罗斯兰),Standard(标准)或者Thompson(汤普森)。
应用网路反馈,气压或液压柱压印机或许可以使用。它可以得到比猛力冲击的压印机更和缓的裁切动作,从而大大降低随之而产生的分层危机。
2.8压盘
钢化压盘通常同钢的调整版配套使用。
刀模寿命可以通过使用较软材料的调整板而增长。福米卡或聚碳酸酯被发现可得到好的结果。这可以用复合胶粘在压盘上。福米卡或聚碳酸酯片将需要定期的更换。
2.9 加热
加热基底或模具多可以改善结果。通常木制支架的冲压刀片可以在被加热到压盘上最高温度165C,也就是刀片温度在140C。如果给出短期停留(1/4秒)将取得最好的结果是。
3. 硬模冲压(BLANKING OUT)
3.1 Tool Steels
See 1.1a, Blade Steels.
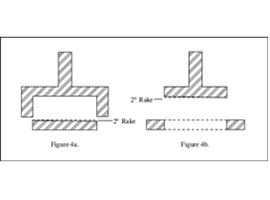
3.2 模具设计
如果片材被冲压出的部分需要保留的,则使用第一种模具设计母模在上(图4a);相反,如果片材被冲压出的部分不需要保留的,则使用第二种模具设计,公模在上(图4b)。模具之间的间隙大约在0.005mm。由于合适的模具之间必须十分精确,当模具冲切时,使其被限制在恰好冲切出之后,从而减少磨损。
为了避免片材拉伸和弯曲变形和减少对机器的负荷,模具的设计应允许冲切开始在某一点,使其沿着或围绕着该形式进行冲切。为此,约2度的倾角是正常的,类似于手持打孔器。
4.切割机切割和激光镭射切割
切割机和激光镭射来裁切片材同样也是可行的。