Download Print Friendly Version: Swedish
Avanändarguide - Emulsionsbeskiktning
Synopsis...
Den här användarguiden visar steg för steg hur man med välkända tekniker gör beskiktningar med PLUS fotostencilemulsioner.
Mål – Att uppnå en produktion av stenciler med hög kvalitet som uppfyller alla dina screentryckningskrav.
Rekommendationer:
Sensibilisering och blandning - PLUS emulsioner levereras antingen för-sensibiliserade, eller med en separat diazosensibilisering. Diazopulverpåsen är designad för att tillsättas direkt till emulsionen utan att först behöva lösas upp vatten, detta säkerställer att den fabrikskontrollerade viskositeten behålls för att tillhandahålla optimal konsistens. Använd alltid sax för att öppna Diazopulverpåsen för att säkerställa ett det blir ett rakt snitt.
Håll den öppna påsen 1 till 2 cm från emulsionsytan och sprid ut pulvret gradvis på emulsionen. Använd en trä, eller plastomrörare (använda aldrig metall) för att försiktigt bland in Diazopulvret i emulsionen, för att minimera pulverspill. Emulsionen måste sedan blandas mycket noggrant.
Bästa tips: Sensibilisera alltid emulsionen minst ett dygn (24 h) innan den behövs i produktion för ge Diazopulvret tid att lösas upp fullständigt och att emulsionen avluftas.
Allt-i ett fotopolymeremulsioner måste blandas innan de används, eftersom innehållet kan ha sjunkit ihop under förvaring.

Manuell eller Automatisk beläggning
Utmärkta resultat kan fås både med manuell och automatisk beskiktning, dock ger automatiska beskiktningsmaskiner vanligtvis en jämnare konsistens än manuell beskiktning. Beskiktningsmaskiner är särskilt bra när stora screentryck skall bearbetas, eller när alla screentryck är av samma storlek.
Beskiktning genom val – Att välja och sedan behålla beskiktningstråget hela vägen är ytterst viktigt för att uppnå kvalitetsresultat. Tråg finns tillgängliga med antingen en vass eller rundad profilkant beroende på vilken typ av avsättning som önskas. En skarp kant avsätter betydligt mindre emulsion per skikt än en rundad kant. Beskiktningskanten på tråget måste inspekteras regelbundet med avseende på hack och oregelbundenheter i profilen.
Beskiktningstekniker - Tryckdrag, vinkel och hastighet påverkar mängden emulsion som avsätts på underlaget vid varje drag. Nedan finns en översikt av varje teknik:
Tryck – Ett jämnt tryck är viktigare än det faktiska trycket. Använd tillräckligt med tryck för att säkerställa att trågkanterna kommer i kontakt med screenduken och att kontakten behålls under hela draget. Trycket kan behöva ökas något vid användning av emulsion med hög viskositet, för att förhindra att den bildar "pölar" i mitten av screentrycket. En böjning av screenduken på 1 till 3 mm vid trågkanten är ganska vanlig beroende på emulsionens viskositet.
Vinkel – Typisk vinkel på 15°–30° från horisontellt läge används. Ännu en gång att behålla en jämn vinkel är den viktigaste faktorn. Många tråg har färdiggjorda stopp i lämplig vinkel.

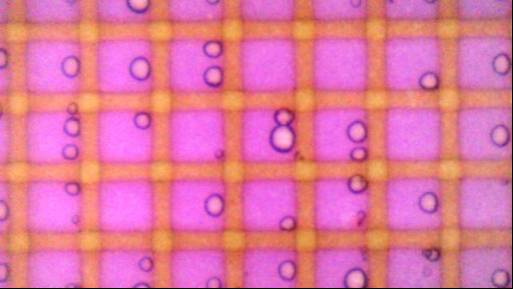
Hastighet – Försök alltid genomföra beskiktningen så långsamt som möjligt eftersom det hjälper till att minska mängden luft som finns i screendukens håligheter. Ju grövre screenduk och tjockare emulsion desto långsammare beskiktning. Om du gör beskiktningen manuellt, se upp så att inte det inte blir ojämna linjer på screenduken. Den här bilden visar luft som stängts in under beskiktning. Som en riktlinje kan hastigheten ligga inom ett område från 80 till 300 cm/ min beroende på emulsionens viskositet.
Bästa tips: Relativt små variationer i emulsionsdjupet i beskiktningstråget kan påverka beskiktningens tjocklek mycket. Där beskiktningens tjocklek är kritisk, d.v.s fyrfärgstryck, se till att trågen alltid är fyllda till samma djup för varje screen i karusellen.
Torka alltid av beskiktingskanten ommedelbart efter beskiktning.
Beskiktningsmetoder - Antal beskiktningar och hur du genomför dem är det bästa sättet att kontrollera stencilens Rz och EOM. För de flesta screentryckstillämpningar är målet att producera en screen som har en tunn, platt stencilyta på trycksidan, med bara ett tunt, fullkomligt härdat emulsionslager på rakelsidan. Stencilbyggnad görs i första hand genom att applicera flera beskiktningar från rakelsidan, medan en jämn stencil fås genom att applicera tunna, emulsionsbeskikt på trycksidan.
Den vanligaste beskiktningsmetoden för manuell beskiktning är att applicera 1 eller 2 emulsionsbasbeskikt på dukens trycksida som "fyller" duken och sedan omedelbart applicera 1 eller 2 beskikt på rakelsidan. Detta trycker tillbaka den våta emulsionen genom duken till trycksidan, och bara ett tunt , täckande lager på rakelsidan blir kvar. Med beskiktningsmaskiner har du kapacitet att beskikta båda sidor med varje drag, det är en mycket effektiv metod, men se till att det sista draget för basbeskiktet alltid sker på skrapsidan.
Det finns naturligtvis många variationer på detta tema beroende på ramstorlek, duktäthet, bildkrav m.m. men det viktigaste är att starta på trycksidan och avsluta på skrapsidan.

Fyllnadsdrag - Alla emulsioner förlorar volym under torkning när vattnet avdunstar och följaktligen sjunker de in runt dukväven och en ojämn yta uppstår. Fyllnadsdrag används för att fylla dessa hålrum i den ojämna emulsionsytan på trycksidan, för att skapa en platt stencilyta (låg Rz) vilket minimerar sågtandning under tryck. Fyllnadsdrag kan bara appliceras på screentryck som torkat helt. Vanligtvis appliceras 2 fyllnadsdrag och sedan torkas screentrycket igen. Om ett ännu lägre Rz krävs, kan ytterligare ett fyllnadsdrag appliceras.Vissa beskiktningsmaskiner är utrustade med IR-torkar som underlättar torkningen emellan och medför att fyllnadsdrag kan appliceras som en del av den pågående produktionsprocessen.
Bästa tips: För applikationer med höga specifikationer, kan ett tråg med vass kant användas tillsammans med ett tråg med rundad kant. Använd det rundkantade tråget för basskiktet och det tråget med vasskant för de våta-på-torra fyllnadsdragen. Detta minskar ytsträvhet (Rz) utan att märkbart öka stencilprofilen (EOM).
Torkning - Emulsionsscreentryck måste torkas horisontellt med trycksidan ner. Om screentrycken torkas vertikalt, ger emulsionen upphov till "gardiner" då den rinner ner längs duken innan den torkat. Screentryck skall torkas noggrant med varm, torr luft (35°C, 10% RH) for bästa resultat. Torkning är ett kritiskt steg i screentrycksprocessen, så läs i "Användarguiden för torkning" för ytterligare information, som finns på macdermid.com/autotype
Mätning av stencilprofil (EOM) - Möjligheten att mäta en stencilprofil är avgörande för jämna screentryck, till och med en skillnad på +1µ i en stencilprofil kan ge upphov till en synbar skillnad vid avsättning av våt färg. En handhållen mätare för beskiktningstjocklek är enkel att använda på polyesterduk och man får ett värde omedelbart.
Att mäta stencilens ytsrävhet (Rz) - En sträv stencil (hög Rz) medför dålig tryckkvalitet, så möjligheten att mäta Rz är mycket användbar. Det finns många bärbara RZ-mätare tillgängliga idag som ger dig ett direkt värde på stencilens ytsträvhet.
Beskikting av ultra-tjocka stenciler - Det finns speciella tekniker för ultra-tjocka stenciler(>200µ). Se Användarguide för tillverkning av ultra-tjocka stenciler på vår webbsida på macdermid.com/autotype för ytterligare information.
Köp här


Download Print Friendly Version Swedish



