Printing Recommendations - Autotex
Synopsis...
1. GRAPHIC INKS
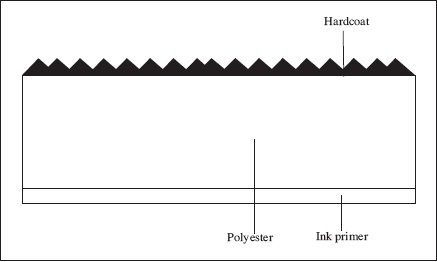
Autotex is based upon biaxially orientated polyester film. Therefore, it has excellent solvent resistant characteristics. Screen printing inks may therefore be used without risk of the ink solvents penetrating the film.
Other commonly used substrates such as polycarbonate and PVC, can be seriously affected by ink solvent penetration. This leads to cosmetic deterioration and reduced flex life.
The ink receptivity of the second surface of MacDermid Autotype products has been greatly enhanced by the application of a specifically formulated primer coating.
The printing surface is therefore not polyester film and the printer is not restricted to the use of inks formulated for polyester substrates.
1.1 Ink Selection
1.1.1 Successful Ink Selection
Suitable inks are to be found in most manufacturers’ ranges. A selection of the inks tested in our laboratories and found to give good results under our test conditions are presented below.1
Pre-production testing of specific inks must always be carried out under the user’s processing conditions. Within an ink range different colours may vary in performance.
Autotex has an ink adhesion primer on the second surface. This primer confers excellent adhesion to a wide range of solvent based graphic inks. The primer is not recommended for use with UV cured graphics inks or a combination of solvent and UV graphic inks because the adhesion performance will be inconsistent. A special UV primer is available, see Autotex (7 Series) datasheet.
1.1.2 High Opacity Metallic and Transparent Inks
It has been clearly established that use of high opacity inks from an otherwise recommended range can lead to adhesion problems, due to the high pigment:binder ratio, which means that there is less resin to adhere the ink to the substrate. We therefore recommend that under no circumstances should high opacity inks be used, either on their own or in a colour blend. If necessary, two layers of the standard white may be printed in order to achieve the required opacity: this should not cause an adhesion problem.
Decorative metallic colours may also contain higher pigment levels than standard and will therefore show poorer adhesion. These colours are also not recommended for use on our primers.
Transparent colours within a range may perform differently to solid colours and so should be thoroughly tested separately.
|
Manufacturer |
Ink Range |
|
ARGON |
Thermoplus Carbogloss |
|
NAZDAR |
GV 8800/3400 series |
|
PRINTCOLOR |
Easy Switch 346 |
|
PROLL |
Thermojet + 5020 adhesion improver |
|
COATES |
Touchkey HG |
|
SEIKO |
PAL/GAP Advance GAT series |
|
SERICOL |
Seritec TH Polyplast PY |
|
TOYO |
SS66-000 |
|
DEBUIT |
24800 |
|
MARABU |
Marastar SR Maraswitch MSW |
|
VISPROX |
Multiplast 300 |
|
JUJO |
9000 series 9100 series |
|
Teikoku |
EG IPX series |
1.2 Printing and Drying
Inks printed onto polyester substrates dry more slowly than identical inks printed onto solvent- sensitive substrates such as polycarbonate. This is because evaporation cannot occur by the migration of solvent through the impermeable polyester film. The more rapid drying of inks on polycarbonate is achieved only at the expense of solvent attack on the film. This commonly leads to premature flex fatigue in use.
Special care must be taken therefore when printing Autotex to ensure that each ink layer is thoroughly dried before application of the next.
An ink which is touch dry may still contain a considerable quantity of retained solvent. Once laminated into a switch or panel this solvent cannot escape and adhesion problems may result. Retained solvent is readily detected by its strong odour. Over time, this will migrate to the interface between the ink and substrate, causing the ink to delaminate - visible as silvery patches in the overlay. (This effect may not be apparent for several weeks, or even months.) The trapped solvent will also soften the ink, causing its adhesion to the substrate to worsen. For these reasons, thorough drying of each ink layer is essential.
1.1.2 Drying
a) Jet Drying
Jet drying is the most effective drying method, since evaporated solvent is removed by the moving air stream. Temperatures of up to 100°C may be used if necessary, due to the high dimensional stability of Autotex.
Where multizone dryers are available, the first zone should be set at up to 70°C and later zones up to 90°C to give optimum results. On single zone dryers a temperature of 80°C typically gives good results. With certain inks, commonly those with high gloss finish, skinning of the ink surface may occur at high temperatures preventing further solvent evaporation. If this is identified as a problem the use of slightly lower temperatures for a longer period of time can be beneficial.
The dwell time in the dryer is also of importance. In general the longer the drying time, the better the result. A drying time of about 2 mins per layer typically gives good results.
With some slow drying inks, several extra passes through the dryer may be necessary after completion of a multipass print operation.
The use of thinners and retarders increases the level of solvent which needs removing during drying. In particular, retarders contain slow drying solvents which are difficult to remove, even at elevated temperatures. The level of thinner should be kept as low as possible - consistent with ink manufacturers’ recommendations. We do not recommend the use of retarders.
b) IR Drying
Although capable of generating high temperatures IR dryers tend to suffer from low air flows over the print. This prevents complete solvent removal and creates a greater tendency to cause skinning. In general we do not recommend IR drying.
c) Air Drying
Air drying of inks printed onto Autotex should be avoided where possible. To give best, results the air flow around the drying rack should be maximised and the panels dried for at least 16 hours between each printing operation and at least 24 hours after the final print. Rack drying is very dependant on ambient conditions such as temperature, humidity and air circulation, hence drying will take much longer and be inconsistent. It may not be possible to remove the slower evaporating solvent at all at ambient temperatures, creating the possibility of delamination.
1.2.2 Ink Thickness
It has been found that the thickness of each individual ink layer, and the total thickness of the finished print, both have a great effect on adhesion. The "critical ink thickness" will vary for each ink range, processing conditions and even colours used, but the general principles are:
- layers should be printed as thin as possible (4 -6μ is ideal). This can be achieved by use of a 120 thread/cm mesh.
- for a given total thickness, a higher number of thin prints will show better adhesion than a lower number of thicker prints
- above a certain total ink thickness (typically 24μ), adhesion will become poor even where the ink normally shows very good adhesion.
It should be noted that the maximum total thickness is an average figure. It will change slightly for different ink ranges and processing conditions. The adhesion of any ink will worsen as thickness increases. The best results will always be obtained if total ink thickness is kept as low as possible.
In all cases, we recommend that optimum printing and drying conditions are established by thorough testing using the processing set-up in question.
1.3 Summary
Ensure:
1. Correct ink selection
2. Pre-production testing of all inks under production conditions
3. Thorough drying - 2 mins per layer at 800C
4. Keep ink thickness as low as practicable
2. UV LACQUER PRINTING
Where Windotex is to be printed onto the Autotex surface, this must be done as soon as possible after the Autotex is removed from its packaging. If the product is exposed to light and air a slow loss of receptivity occurs. If possible the UV lacquer should therefore be applied in the first or second printing operation.
Once the Windotex has been correctly printed and cured onto the film the level of adhesion achieved WILL NOT DETERIORATE UNDER NORMAL OPERATING CONDITIONS. See the relevant Processing and Safety Recommendations for details.
MacDermid Autotype is a major manufacturer of screen stencil and ancillary products which can be used when printing Autotex.
2.1 Cleanliness
Cleanliness is the key to successful printing. A dust-free environment will enhance the quality of printing. Reduction of static electricity helps to prevent attraction of dust onto the substrate surface. This can be achieved by raising the level of relative humidity in the printing area and by the use of static eliminators.
General contamination, eg grease, dirty cloths, fingerprints etc may cause repellencies or small areas of poor adhesion. Autotex should be kept as clean as possible. Change cleaning cloths regularly, avoid handling the material, and ensure that the work area is free of dirt and grease. Spatulas, squeegees, and other tools must be scrupulously clean – if possible, reserve a set of tools for Windotex use only. Return lid to the pot immediately after pouring out the lacquer. To avoid contamination, never return lacquer to the pot. Always store in the original container. If mixing two products (ie Windotex Gloss with Antiglare) ensure that the pot used is perfectly clean, and avoid wax-coated paper cups.
Sticky roller cleaning systems are very effective for film cleaning, but a small area of contamination on one sheet is likely to be transferred to each subsequent sheet passing under the roller. If used, ensure that tape is changed and rollers cleaned at least daily - more often is advisable
Occasionally the ink from the reverse of the sheet above in a stack can offset contamination onto the surface below causing repellencies. This is most common when transparent inks are used to tint windows but it can happen with any ink. In order to overcome this either print the lacquer as the first operation or if this is not possible, paper interleaving should be used to separate panels during stacking.
Alternatively, contamination can be removed by wiping the Autotex surface with a screen solvent prior to window printing.
Antistatic sprays can also contaminate film surfaces even if used some distance from the printer. They should never be used when windows are to be printed.
2.2 Stirring Lacquers
Due to their formulation, lacquers will separate during storage and hence it is essential that they are thoroughly stirred before printing. Failure to do so may result in poor qualitycosmetics. For best results, stir vigorously for 2 minutes - air bubbles formed will not transferto the printed window. Special care must be taken when combining two lacquers, as bothlacquers must be fully stirred before mixing together and then again to fully blend the twolacquers.
2.3 Printing Tips
2.3.1 Windotex
The most common reasons for poor clarity of windows are print thickness and surface leveling. The recommended print thickness for Windotex is 15-20 microns above the film surface. The coarser Velvet product will require a thickness towards the top of this range to obtain best results. This may require the use of a 77 threads/cm mesh rather than the usual 100 threads/cm. Air bubbles can be more of a problem when using coarse mesh, if so reduce the print speed. It is not advisable to raise the profile by printing a second layer of Windotex, unless this is wet on wet, as intercoat adhesion is poor.
After printing, the wet print should be allowed to "flow out" before curing. A warm place such as the top of the UV drier will assist. Flowing out increases the risk of introducing dust in to the print, but (provided the thickness is correct) is the most important step to improve the clarity of the window, by reducing mottle and allowing time for any air bubbles to burst before curing. The longer time available the better, but 30 seconds should be enough in most cases.



