Avoid Edge Shattering during Cutting - Autotex
Synopsis...
1. PREPARATION OF THE DIE
1.1 Design
Certain delamination problems can be avoided by taking care in the way the die is designed.
Below are a few recommended guidelines:
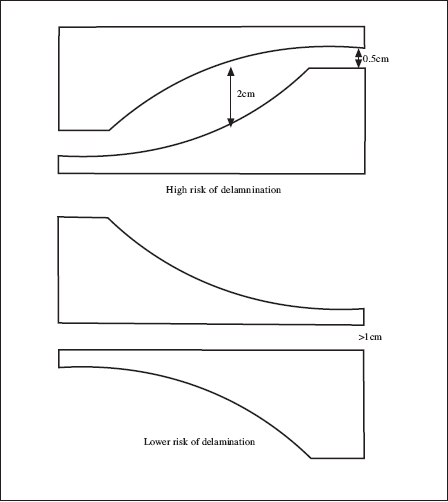
- Use straight cuts instead of curved ones.
- Allow at least 10mm between nearby, straight cuts.
- Allow at least 20mm between nearby curved cuts or design the lay-out so curved cuts are not facing each other.
- Try to avoid too many punch holes in a small area.
1.2 Blade
Always begin die cutting polyester with a sharp blade free from burrs. Blunt or damaged blades greatly increase the possibility of edge delamination.
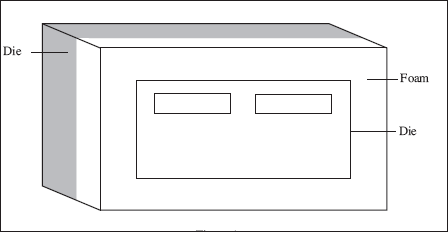
1.3 Foam
The entire face of the die must be covered with a medium hard foam or rubber (25-40% shore hardness) and extend approximately 3mm above the height of the blade. Foam placed in strips throughout the die will not be effective in successfully die cutting Autotex.
2. PREPARATION OF THE PRESS
Using the correct press set up procedure is very important. There are two possible set ups.
2.1 Kiss-cutting
This kind of set up can take up to 1 hour for complex designs, but results in very clean cuts. Blades may need replacing more regularly.
- Mount the die on the press and place the Autotype film on the platen.
- Ensure that at the very first cycle of the press, there is no contact between the film and the blade.
- Adjust the distance between the platen until there is very light contact.
- Use a "make ready sheet" underneath the lower platen to compensate for differences in blade height throughout the die until the blade just cuts through the film in all areas without cutting into the lower platen.
2.2 Over-cutting
This kind of set up takes far less time, but does not ensure as clean a cut as the kiss-cutting
method. Blades however, should last slightly longer.
- Mount the die onto the platen
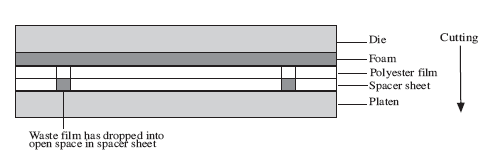
- Attach a thick spacer sheet of formica or polycarbonate onto the lower platen and place the Autotype film on top of this spacer sheet.
- Adjust the distance between the platen until the blade cuts through the film in all areas, and into the spacer sheet.
- Ensure, however, that the blade does not cut through the spacer sheet as well.
- The spacer sheet will need replacing regularly as it will deform after a certain amount of time.
3. PREPARATION OF THE FILM
Work pieces should always be cut individually. When cutting overlay films, cutting textured/ hardcoat side up is recommended. However, for complex designs it is advisable to cut adhesive side up. Registration holes or marks can be used to locate the sample on the press.
4. TROUBLESHOOTING
If, after following the above procedures, the film still shows signs of delamination, it is recommended that the following process is carried out:
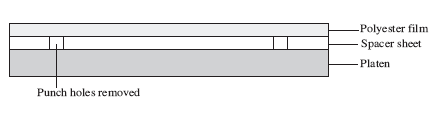
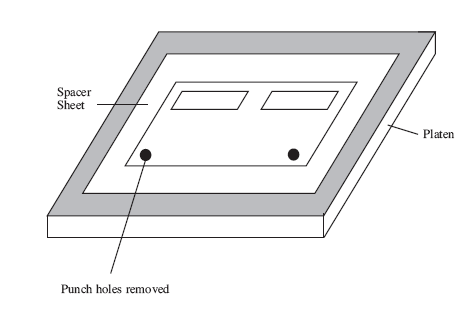
- Stick a second spacer sheet on top of the first one using spray adhesive. Cycle the press once, cutting right through the second spacer sheet into the first one
- Next, remove the areas where delamination occurred, but leave all other areas intact. (i.e. if delamination was seen at the punches, remove only the circular punch holes).
- Place your overlay in register on top of this second spacer sheet and cycle the press.
- It is advisable to use a second spacer sheet that is thinner than the overlay, to ease removal of the waste punch holes before consecutive cuts.
- If after following this procedure, delamination still occurs at the punches, then hard tool cutting will be necessary and the punches should be cut in a separate operation
- If practical, heating the film or die slightly may help.
This technique combined with others discussed in the above section has been found to solve the vast majority of edge delamination problems.
If delamination still occurs after carefully following all recommendations then this indicates the blade has been badly damaged or severely blunted and the tool should be re-ruled.