如何设计一套网版制作设施指南
Synopsis...
Overview
The design of the screen making area will be influenced significantly by the type, size and number of screens required to be produced. Making 20 x 4 m² screens per day for flag and banner printing will have different equipment and space requirements than if you are making 500 x optical media screens. However, the fundamental process remains the same and the same work flow rules apply to all applications.
Layout
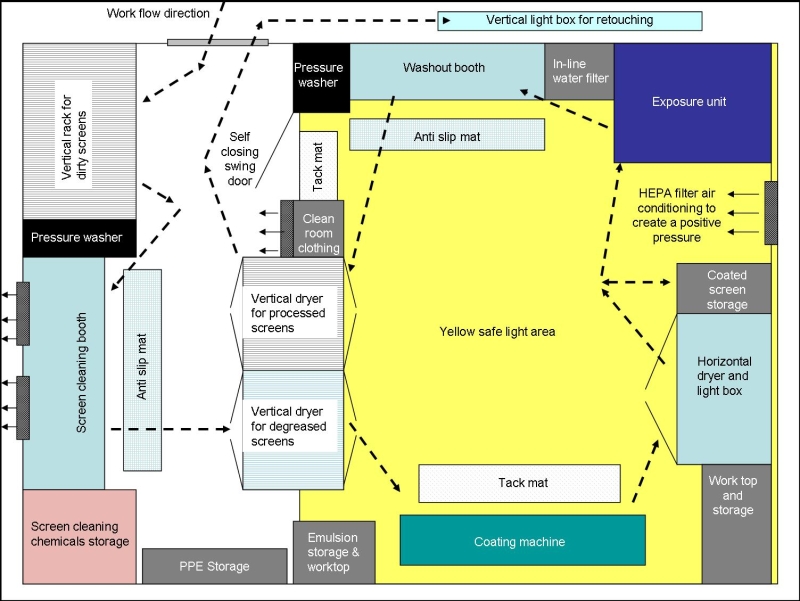
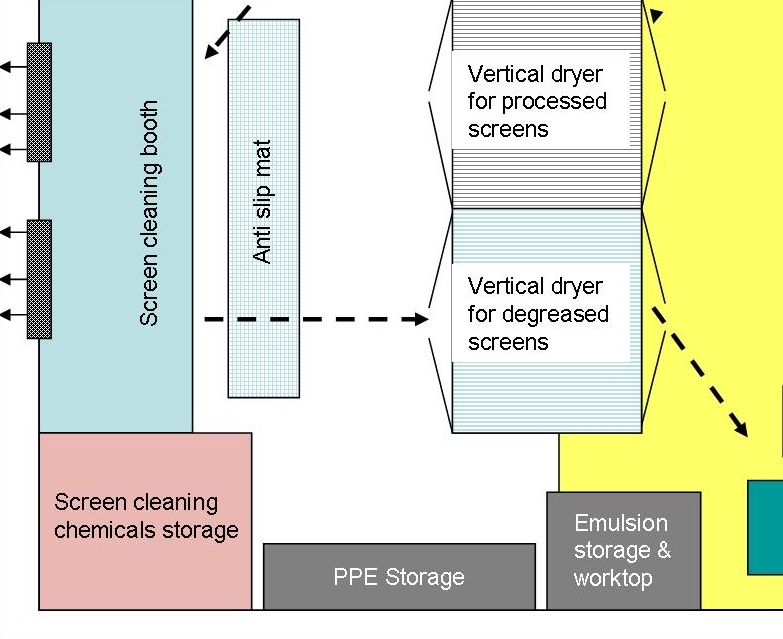
The design below shows one suggested layout for a manual screen cleaning/making department that predominantly processes direct emulsion screens that are less than 1m² in size. The layout would remain basically the same if automated cleaning equipment was being used and of course the cleaning chemicals would remain contained within the machines.
Ideally the wet/unclean operations need to be separated from the dry/clean operations to prevent cross contamination.
The wet/unclean stage is the screen cleaning operation which takes screens that have been printed and cleans off the ink/stencil/haze and then prepares them ready for the next stencil.
The dry/clean stage starts with a dried, degreased screen, which is then coated (or stencilled with a film), imaged, processed and then sent out for finishing prior to printing.
The work flow, shown by the dashed arrow, shows how the screens are processed with minimal unnecessary handling.
Screen cleaning/preparation area
This area does not need to be in yellow safelight as it is easier to inspect a clean screen in white light. The very nature of the process means that the room will get wet and dirty, so the floors must be non-slip when wet and the surfaces easy to wash down.
Good ventilation must be provided due to the chemicals being used there.
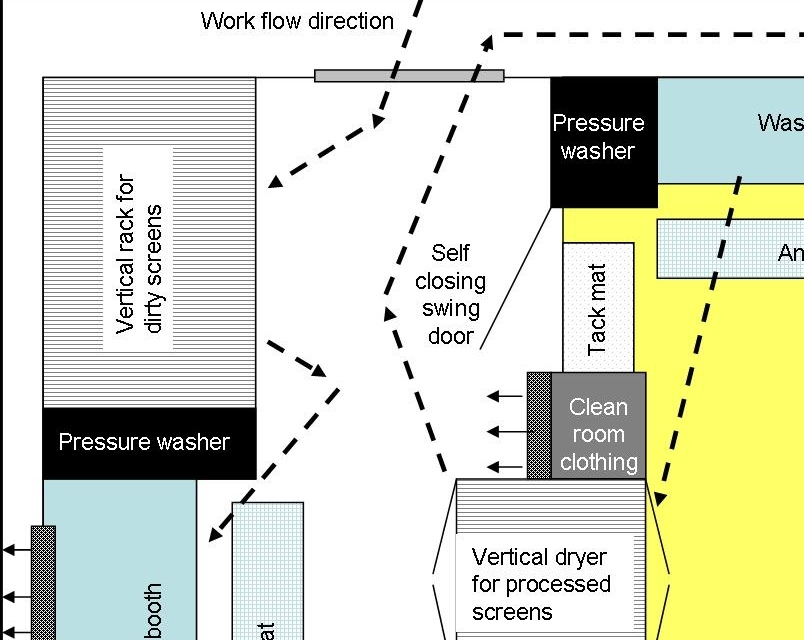

Screen storage. Dirty screens are brought in and stored vertically in a racking system ready for cleaning. By storing the screens in a rack, this reduces the potential for damage which is all too common if the screens are just stacked against a wall. If there is a standard screen size, the racks can be portable so they are filled up out in the production area and then wheeled into the screen cleaning area when the racks are full.
The screen cleaning booth is situated next to the rack. In a busy shop the washout can be segregated into two areas:
Solvent cleaning. Ensure there is good ventilation where the operator is using solvents and that the solvent vapours are drawn away from the operator’s face. A simple solvent recirculation system will save money and using special screen cleaning brushes will maximise the efficiency of the cleaners
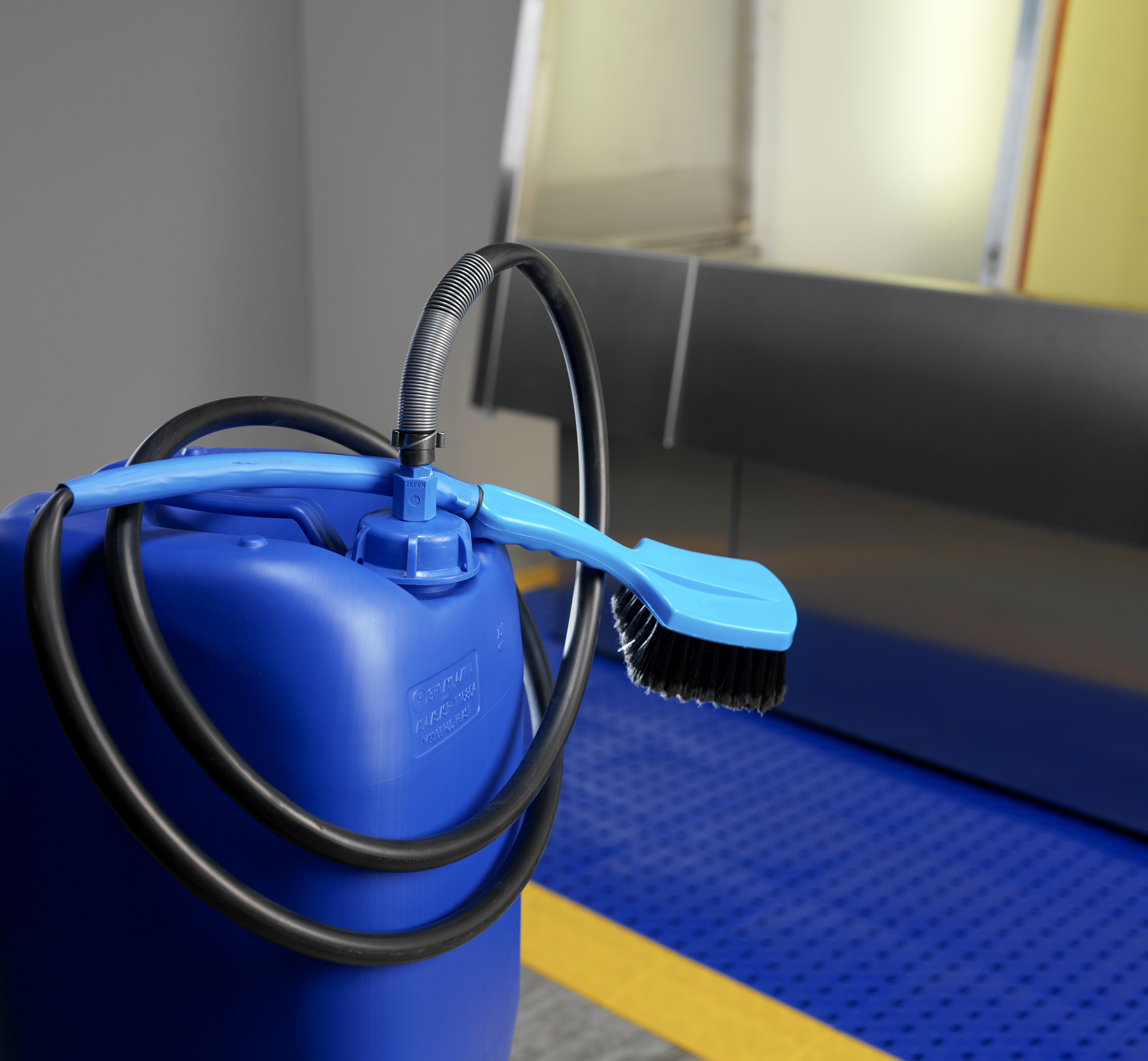
Stencil removal. The brush pump is a very simple way to apply stencil stripper to the screen without the need for either electric or compressed air supply. The washout booth should ideally have a backlight for inspection of the screen during cleaning. If the screen cleaning booth is also used with solvents for ink cleaning then the backlight/electrical must meet any flameproofing regulations that maybe required.
The booth must be fitted with both a mains pressure water spray and also a pressure washer. Always rinse the chemicals of the screen with a low pressure spray first before using the pressure washer.

Non-slip mats. The area in front of the washout booth will get very wet, so additional non-slip mats or ‘duck boards’ are a good idea. Screen cleaning chemicals, especially solvents should be stored in a metal cabinet suitable for storing flammable liquids.
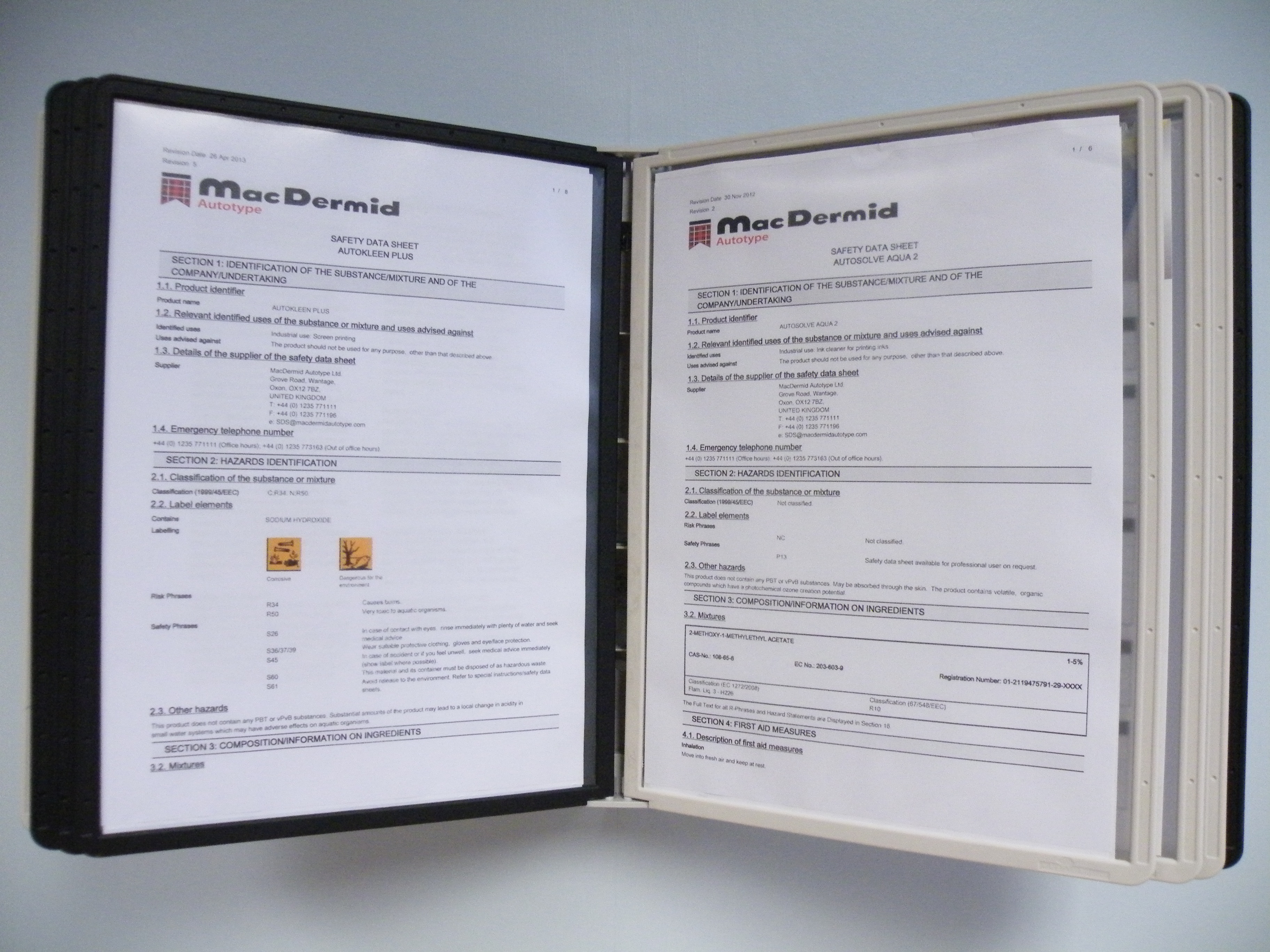
MSDS/SDS. Copies of the MSDS/SDS for all the chemicals currently being used in that area can be kept in wall mounted document holders to ensure that the MSDS/SDS are on display. The relevant page can be quickly located in case of an accident.

Water supply. The water supply used for the final rinse should be filtered to prevent water borne contamination be filtered out by the mesh and lodged in the mesh openings.
Top Tip: To check for water borne contamination simply hold an off-cut of a fine mesh (>120/cm) over the hose and run the water for 2 mins. Then carefully inspect the mesh to see if any rust or limescale particles are present in the water supply.
If contamination is present, a low cost in-line water filter can be installed which will remove the particles before they become a problem. The in-line water filters used for drinks vending machines are very affordable, or for a very low cost solution, the same off-cut of mesh can be used as a temporary in-line filter when processing critical screens.

Safe handling of chemicals. There is no such thing a safe chemical, only safer ones, so the full range of personal protective equipment (PPE) should be readily available.
The PPE must be both effective and comfortable to wear, for example face shields are more comfortable than safety glasses and will protect the whole face from ‘blow back’ when using a pressure washer.
A full length apron will keep the operator dry when cleaning many screens. Wear long gloves when handling caustic haze removers and ear protection when using a pressure washer.


Drying the screens. The clean degreased screens need to be dried and then kept clean and dry until ready for use. Ideally the wet, degreased screens should be dried vertically as this reduces the potential for contamination that can come from wet screen dripping water onto screens stored below in a horizontal dryer.
If the vertical dryer is built into the wall, screens can be loaded in from the screen cleaning area and then unloaded from the stencil making area when required, preventing unnecessary movement in and out of the stencil making area.
If the volume throughput of screens is high, then a separate storage area should be considered to hold the screens ready for coating.
Top tip: Do not touch the clean, degreased mesh. Handling the mesh will lead to 'fish eyes' in the coating caused by oils from the operators hands transferring to the clean mesh.
Stencil making area
The stencil making area is the clean dry area where contamination needs to be minimised. A full clean room maybe required for some top end applications but is very expensive to install and maintain, however, a ‘controlled cleanliness’ environment is adequate for most applications.
Controlled cleanliness. The key steps to creating a ‘controlled cleanliness’ environment are as follows:
- Seal the walls, floor and ceiling to prevent dust being created or retained.
- Use easy clean surfaces and try and reduce the number of areas where dust can accumulate i.e. storage cupboards should not have a gap underneath which is difficult to clean.
- Reduce unnecessary movement in and out of the room by having load-in/unload-out in-wall dryers.
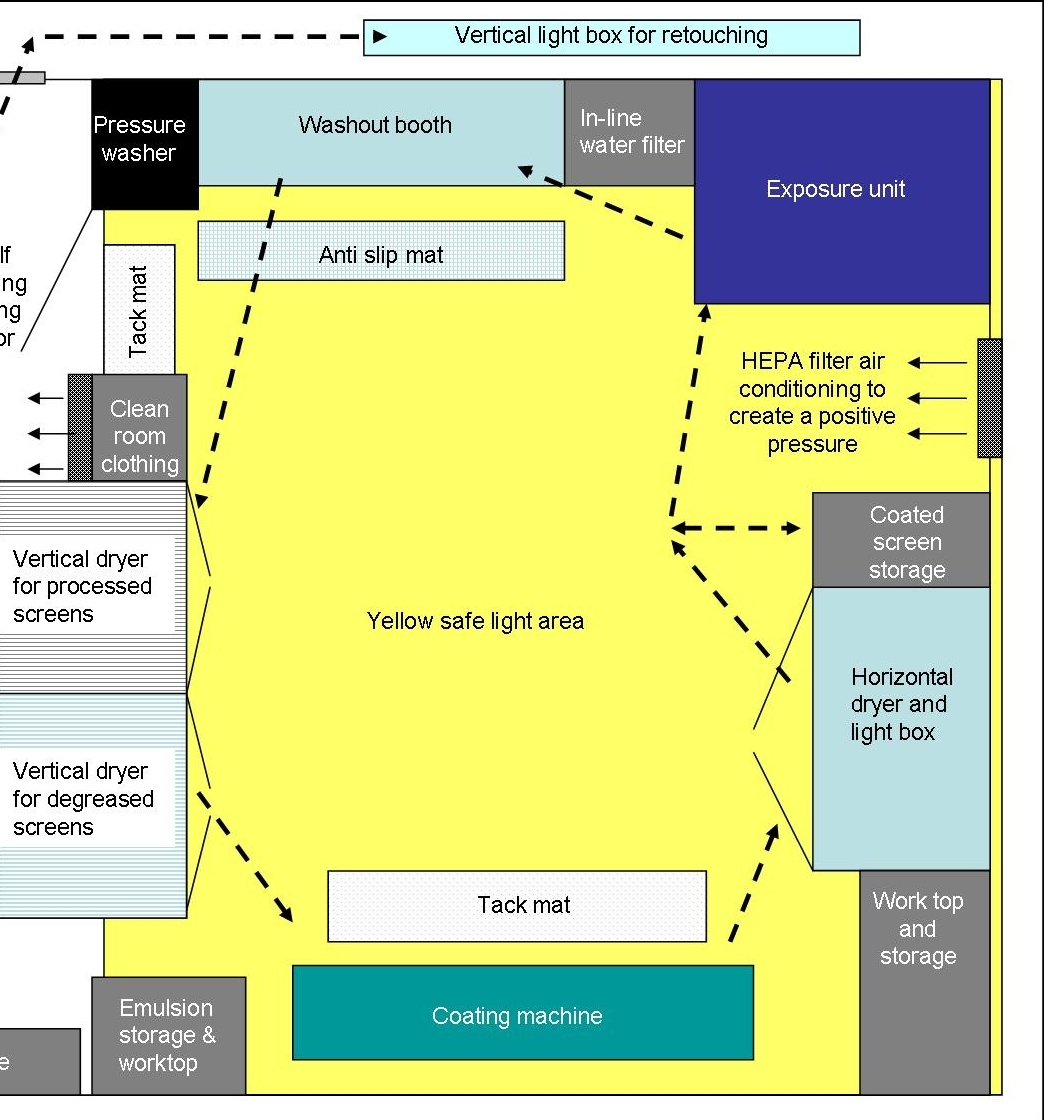
- The air coming into the room should be HEPA filtered and ideally at a slightly higher pressure than the screen cleaning room.
- Tack mats placed by the door and in front of the coating machine remove most loose dust from operator’s shoes in that critical area.
- Try and reduce clutter by providing adequate storage
- Minimise air movement near to the critical operations such as screen coating (dust is impossible to remove from the wet coated screen!).
- Most contamination comes from people. Clean room clothing; especially hair nets/hoods/caps will have a huge impact on dust reduction.
- Store the clean room clothing as close as possible to the entrance, or create an air-lock where operators can put on the clean room clothing.



Coating and drying. The dried degreased screens can be taken straight from the vertical dryer into the coating machine to minimise exposure to airborne contamination. For more How To information on coating PLUS emulsions click on this link: How To Guide to coating PLUS emulsions
Top tip: Always coat slowly to reduce air bubbles
Emulsion screens should be dried horizontally with the print side down to allow the wet emulsion to settle on the print side. Do not dry emulsion screens vertically as this will lead to 'curtaining' of the emulsion, especially on coarse mesh counts.
Top tip: Capillex screens can be dried print side up as the polyester backing film will protect the stencil from drips. For more How To information on processing Capillex films click on the following link: How To Guides to processing Capillex
Drying cabinet. The drier must use warm, dry air <35°C & <40% RH. The wet air should be exhausted out of the dryer, or recirculated through a dehumidifier to remove the moisture. Screens simply won’t dry enough in a hot, humid box! Do not leave dried screens in the dryer for longer than necessary; remove to a sealed storage cabinet when dry.

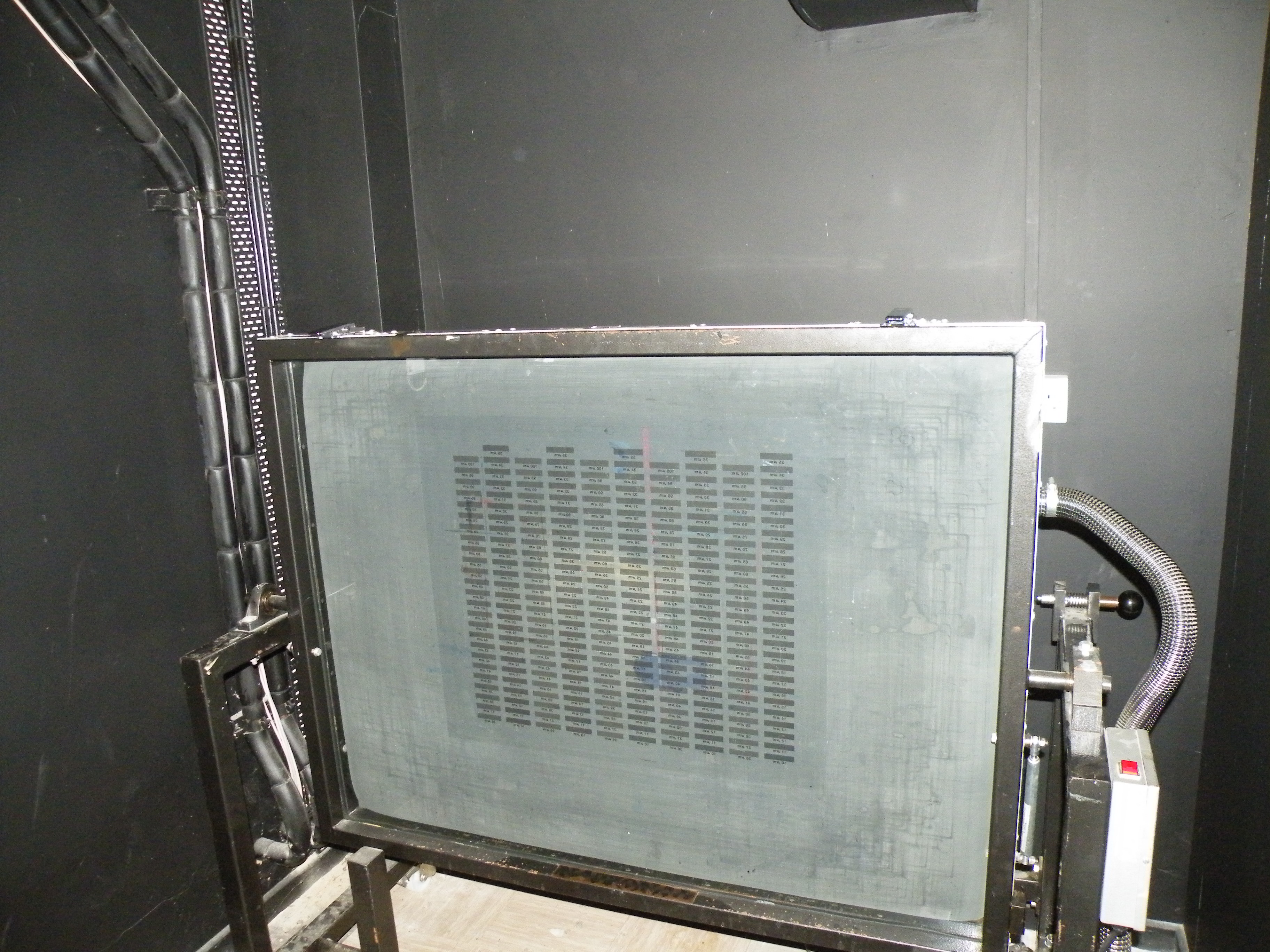
Exposure. The UV exposure can either be free standing or a self contained unit. Selection comes down to size of screens and minimum line resolution that is required. For more How To information to exposing PLUS emulsion click on the following link: How To Guide to exposing PLUS emulsions
Top Tip: Try to minimise unwanted light reflection by painting the walls matt black
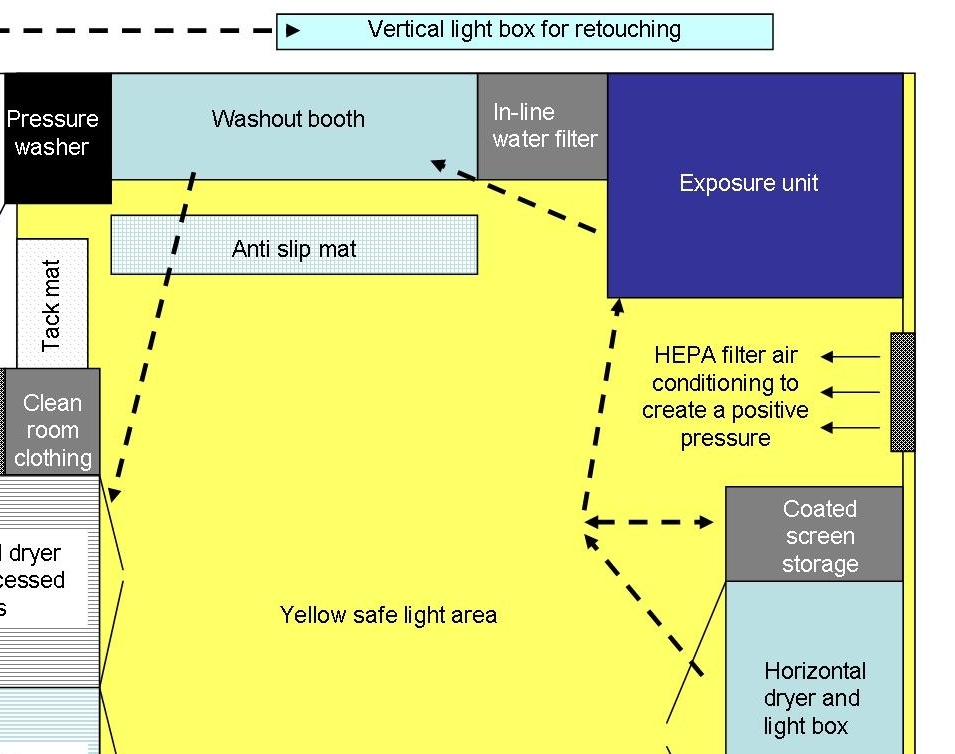
Washout. The washout booth should be fitted with a high and low pressure water spray to ensure complete washout.
The water supply should be fitted with an in-line filter to remove waterborne contamination. This is especially important if Capillex stencils are being applied to a wet screen as the film can 'tent' over the dirt/dust to create a large pinhole in the stencil.
An easy clean, non-slip mat should be positioned in front of the washout booth as this area will typically become quite wet.
A good backlight is essential for screen inspection. Preferably the backlight should be white light for ease of inspection, however consideration must be given to potential 'fogging' of unexposed screens.

Drying and retouching. Processed screens should be positioned in a vertical screen dryer ready for re-touching prior to printing. If the dryer can be loaded from the stencil making room and unloaded from outside this will minimise movement in and out of the room.
The working environment in the stencil making area should be yellow safelight and air conditioned to 18–22°C and 50–55% relative humidity.
Safe lights.
Top Tip: An easy way to check to see if your safe lights really are safe, is to place eight coins in a line on a dry coated screen left out on a work top. Then remove one coin per hour and after eight hours wash out the screen. The stencil should wash off completely if the lights are safe. However, if there is an image of a coin visible then the screen is being 'fogged'. This test will show the maximum safe working time you do have by how many coin images there are, 1 coin = 1 hour.
Summary. The best screen making facilities are the ones that efficiently, safely and profitably recycle dirty printed screens into ones that perform as expected on the press. Many screen making facilities have 'grown' into un-productive, inefficient environments by not keeping pace with the business needs. A simple test is to look at your current screen making facility and ask the simple question, "If I was designing a new facility on a blank piece of paper, would I design the one I have now?" if the answer is "no" then you know you have scope for improvement.



