裁切建议 - Autoflex EB
Synopsis...
Autoflex EB is based upon biaxially orientated polyester film. It has superior resistance, strength, durability and toughness compared to other commonly used membrane fascias and nameplate substrates, such as polycarbonate and vinyl.
These properties give great advantages in product longevity and reliability, but require that care be taken to ensure successful processing of the product.
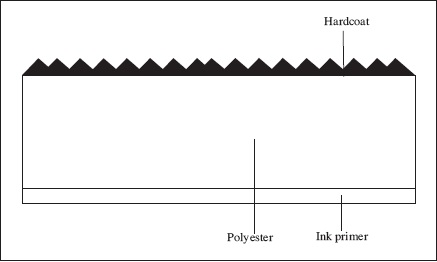
Cutting of Autoflex EB under unsuitable conditions may result in slight delamination or shattering of the film edges. This is manifested as an area of silvery appearance close to the cut. Back printing of the panel can make the fault more visible. This delamination is within the polyester film. It is not associated with hardcoat delamination (see diagram). Autoflex EB has similar die cutting properties to uncoated polyester film.
The following guidelines have been prepared as a result of practical experience. They have been found to give excellent results in curing most cutting problems.
Two cutting methods are typically used in the processing of Autoflex EB:
- Guillotining
- Steel rule die cutting
1. GUILLOTINING
1.1 Guillotining of stacks
a) Blade Steels
Guillotine blades can be obtained in a range of steels. Most commonly used are flame hardened steel, low alloy and high speed.
Harder steels are more resistant to wear but may be more prone to chipping. Hard facing of the blade with alloys such as Stellite 12 is initially more expensive, but is used to give a tougher edge for a given hardness.
A reasonable balance of blade properties is obtained by a heat treatment that gives 650 to 750 VPN (56 to 60 Rockwell C).
b) Blade Angle
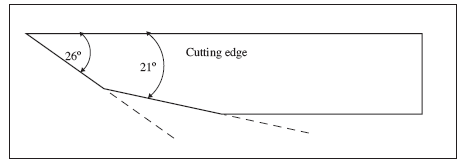
Optimum cutting performance and blade life is achieved for cutting Autoflex EB if a double bevelled edge is ground at 26o and 21o (see diagram).
c) Blade Life
A correctly ground blade of suitable hardness should give between 60-100 hours of continuous use before re-sharpening is required. The main factors that affect blade life are the quality of the steel used to fabricate the blade and the thickness of the stacks of polyester-based product being used.
d) Blunt Blades
Blunt blades will cause internal delamination of the polyester film.
Examination under a microscope invariably reveals that the polyester film has internally fractured. The tendency for internal delamination to occur increases with the thickness of the film.
Consequently blades should be replaced more regularly when cutting thick (175μ and 250μ) polyester-based products.
Any chips in the blade will show themselves as a cutting line on the edge of the film stack and a small area of delamination at the edge of each sheet.
1.2 Clamping
When cutting the film the stack should be firmly clamped. Damage to the top and bottom sheets can be avoided by placing a sheet of cardboard above and below the stack.
1.3 Stack Size
Best results are achieved if the stack size is limited to 25 sheets. This is particularly important with 250μ polyester which has the greatest tendency towards internal delamination. A stack size of 50 sheets can be used with 125μ polyester-based products, eg Autoflex EB G130/A130 products.
2. DIE CUTTING
This process is most commonly performed by steel rule dies and is suitable for most common applications. However, cutting small diameter holes is more successfully achieved using hard tool cutting. See section 3 for more details.
2.1 Rule Hardness
Steel rules are usually available in various hardness grades from 390 VPN (medium) to 520 VPN (extra hard). For cutting Autoflex a hardness of 450 VPN (hard) has been found to give the best compromise of blade life and ability to be formed into the relatively complex shapes required.
2.2 Blade Edge
The blade edge may be either ground or drawn (shaved). The slight roundness of a ground edge has been found to give better results on Autoflex EB than the very smooth drawn edge, due to its more progressive action. The blade must be maintained in first class condition.
2.3 Blade Gauge
A 2pt rule gauge is normally used for Autoflex EB cutting. Blade height is normally 23.8mm (0.937”).
2.4 Blade Profile
Several blades are available, most common being centre bevel and side bevel.
We generally recommend using centre and long centre bevel blades for cutting overlays, fascias and multilaminated polyester products; long centre bevels being used where minimum displacement is required, i.e. when cutting thick gauges of polyester which have a greater tendency to internal delamination.
Side bevel blades are capable of giving good results, though one must keep in mind that there are several types of side bevel blades, giving different quality results when cutting polyester. We would advise contacting independent tool manufacturers in order to get the right blade for the right job.
Blade profile is less important on thinner gauges.
2.5 Blade Quality
Significant variation in blade quality exists between rules from different manufacturers. Again, independent tool manufacturers can provide advice on the best rules available.
2.6 Ejector Foam
Ejector foam must be used over the entire tool area. This gives support to the film edges during cutting. The hardness of the foam should be between 25-40 shore.
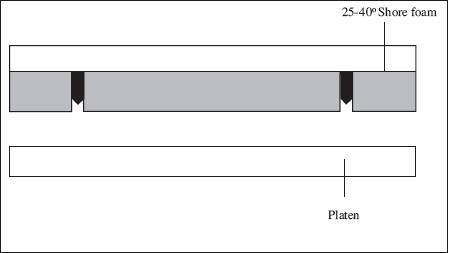
The foam should be approximately 3mm (1/8”) above the height of the rule.
2.7 Press
A platen type press such as a Crosland, Standard or Thompson is normally used.
For web fed applications, a pneumatic or hydraulic beam press may be used. This gives more gentle cutting action than the explosive impact of a platen press, with much less consequent risk of delamination.
2.8 Platen
A hardened steel platen is normally used with a steel make-ready.
Blade life can be improved by using a softer material for the make-ready plate. Formica or polycarbonate have been found to give good results. This may be attached to the platen using laminating adhesive. The formica or polycarbonate sheet will require regular replacement.
2.9 Heating
Application of heat to either the substrate or the tool may give improved results. Normal wooden backed steel rule dies can be heated to a maximum temperature of 165oC on the heat platen, which gives 140oC on the blade. Best results are achieved if a short dwell (1/4 second) is given.
3. HARD TOOL CUTTING (BLANKING OUT)
3.1 Tool Steels
See 1.1a, Blade Steels.
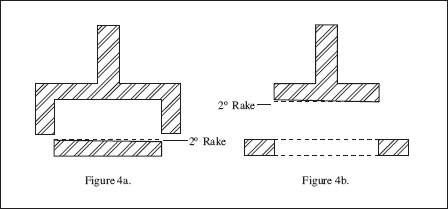
3.2 Tool Design
If the portion of film that is to be blanked out is to be retained, a female tool comes down over the male (Figure 4a); conversely, if the blank is to be scrapped and the surrounding film retained, a male tool is passed through the female (Figure 4b). The clearance between the tools should be about 0.005mm. Since the fit between the tools must be so precise, the travel of one over or through the other should be limited to just beyond that required to complete the cut, thus minimising wear.