Embossing Recommendations - Autotex
Synopsis...
1. INTRODUCTION
The MacDermid Autotype polyester film range includes three product types recommended for applications where embossing is used: Autotex and Autoflex EB for embossed overlays, and Autostat for tactile “polydome” layers.
In tests, embossed Autotex switch panels have over 20 times the life of polycarbonate equivalents and much better tactile response. This performance is achieved through the superior mechanical properties of the biaxially orientated polyester film upon which the products are based. The high strength of the films necessitates the use of tooling and process conditions different from those used for weaker materials such as polycarbonate and vinyl.
There are many methods of successfully embossing the MacDermid Autotype polyester products. These guidelines are intended to help the user to decide upon the most suitable equipment and conditions for a particular application.
2. GENERAL SUMMARY
2.1 Press
An embossing press may be a specialised unit or a general purpose clamshell press.
Clamshell presses comprise the majority of the working tools used by the overlay and nameplate industry at the present time. These presses are used for a wide range of duties from high volume diecutting to precision embossing.
A clamshell press must be maintained in first class condition for successful use in embossing polyester. The general wear and tear of high volume cutting work leads to a loss of precision which can lead to embossing problems.
A press in regular high volume use must be regularly maintained.
2.2 Substrate
Different substrates require different embossing conditions. Polycarbonate, for example, is a softer, more easily formed material than polyester. Consequently it is more forgiving of poor press and die performance.
Polyester is twice as strong as polycarbonate and more elastic.
Polyester should be heated to above 70oC (155oF) and preferably to 80-90oC (175-190oF). Higher temperatures can be used for specialised applications depending on die design and heat resistance of the inks used.
2.3 Tooling
Tools designed for polycarbonate will not give the same sharpness or relief when used with polyester even when heated. In order to overcome this; the following points should be observed:
2.3.1 Tool design parameter
Dies should firmly clamp the film around the embossed area to prevent distortion
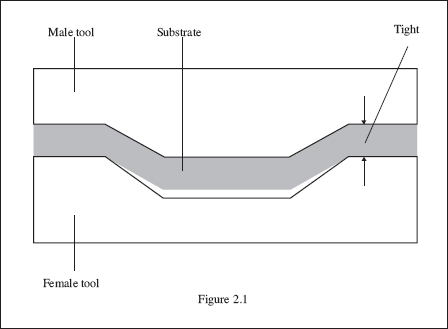
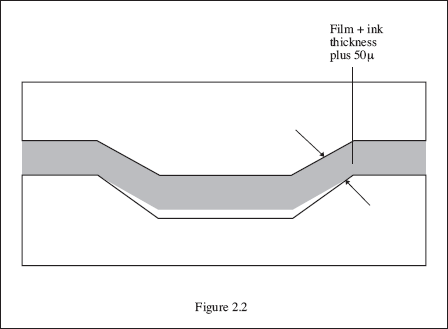
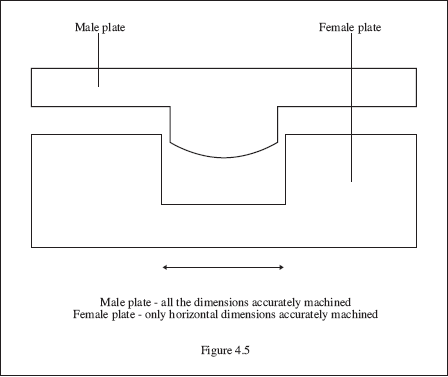
Male/female tool tolerances should be tight to improve sharpness. The gap between the male and female on each side should be sufficient to allow for the film and ink plus an extra 50μ (see Figure 2.2).
The male die should be approximately 30-40% higher than required for polycarbonate. The female may be deeper still.
The final embossed profile is dependent on the male tool only. The female should be deeper than the male to avoid interference, although the horizontal tolerance should be carefully calculated (see point b).
If possible the tool areas surrounding embossed areas should be designed to remain cooler than the embossing profiles themselves.
Embossing is made easier if the film is heated as this softens the polyester reducing the required machine pressures. This is best done by heating the tools to a minimum of 80oC.
Either the male tool, female tool or both can be heated. Experimentation is required but it is normal to heat only the male tool. The tool manufacture must allow for thermal expansion effects when determining the tolerances (see point b).
3. PRESS
A number of types of machinery are used for embossing film materials:
- Clamshell press: Crosland, Thompson, Standard and Klug
- Speciality presses: Contech, CTS-Technology, Klemm & Armstrong-White
- Hydroforming presses; Hy-Tech and Elsec
3.1 Clamshell Press
Most commonly used of these presses is the clamshell press.
In order to successfully use a clamshell for embossing polyester, two features must be incorporated into the press design: variable dwell and a heated platen. These features can normally be retrofitted to existing equipment by the manufacturer.
A clamshell press must be in first class condition to be used for embossing. A worn or badly set up press will not register the tooling accurately enough.
The press should be firmly bolted down and balanced. The platens should be absolutely flat with no dishing. They should remain accurately squared and parallel throughout the press stroke, there must be no front edge pre-strike.
3.2 Specialist Beam Press/Pillar Press
This type of press is sometimes designed specifically for embossing use or sometimes for general purpose work, e.g. hot foil stamping. The action of the press is less explosive than a clamshell press and therefore less susceptible to wear. Inaccurate set up is less likely to cause press damage. They are commonly used on web fed equipment for both embossing and cutting of films. On sheet fed presses access can be a problem and a reciprocating feeder tray is invaluable. Again, heated platen(s) and variable dwell adjustment are essential features.
3.3 Hydroforming Presses
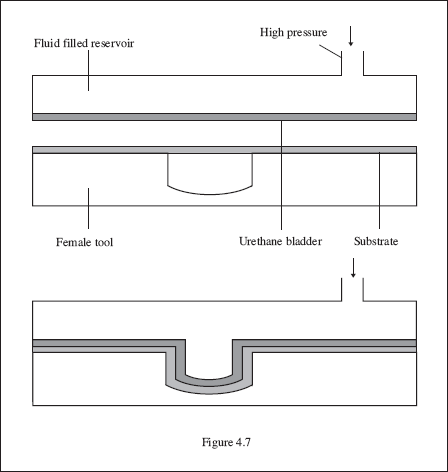
These machines require a single female embossing tool. An oil-pressurised urethane diaphragm forces the polyester film into the female tool.
The Hy-Tech system utilises high pressure cold embossing and is available as a service from Precision Forming Systems, Newbury, England.
4. TOOLING
4.1 Plate tools
Plate tooling is by far the most common type in the industry.
Plate tools for polyester may be produced by etching, machining or moulding to a master.
Metal rule embossing dies are not generally suitable for use with polyester.
4.1.1 Etched plate tooling
Etching is the cheapest and most common process, and can give very good results.
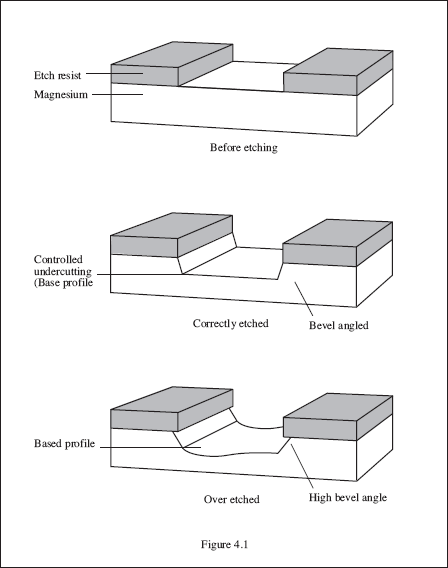
Achieving the depth required for polyester embossing requires careful control of the etching process to avoid loss of edge definition and to maintain tight tool tolerances (see Figure 4.1).
In order to gain the best control over the etching process correct choice of metal is important. Magnesium is considered the best material for most applications.
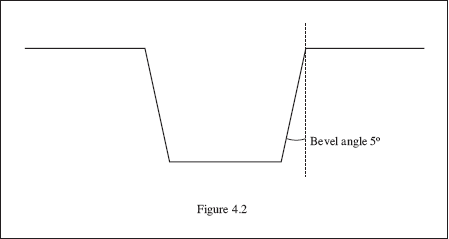
An etched tool will always have a slightly beveled edge; vertical sides are not readily achieved on deeply etched tools.
The bevel angle is typically <5o (see Figure 4.2) but can be controlled by adjusting the etching conditions
Fortunately for most pillow and rim emboss applications a bevelled edge is cosmetically desirable as it emphasizes the height of the emboss.
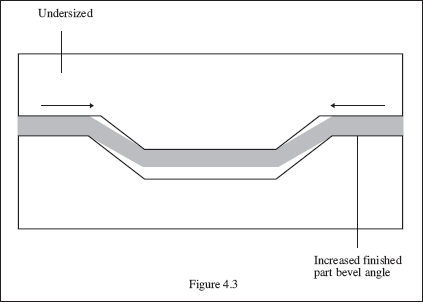
The angle of bevel on the finished panel is controlled by the bevel angle of the male tool on tight fitting tool sets. If high bevel angles are required they can be achieved by increasing the female tool aperture (see Figure 4.3).
This technique reduces the clamping effect of the tool and can result in stretching of the substrate in background areas. Care should be exercised in using this method on polyester.
Very low bevel angles (i.e. sharp edges) impart a high strain on the substrate. This will not normally damage Autotex or Autoflex EB, but may crack the ink layer.
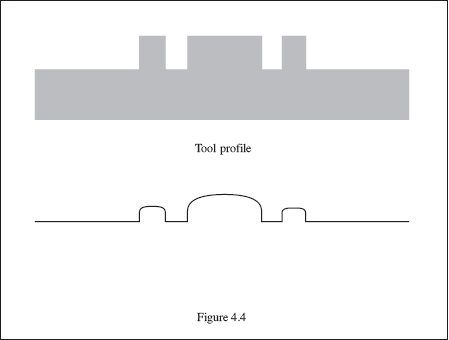
Etched plate tooling is most suited for rim and pillow profiles. The etching process is not capable of producing controlled dome profiles. Tactile domes can however be produced using a rim emboss surrounding a pillow (see Figure 4.4)
The stresses set up in the film by this method cause the pillow area to adopt a domed profile. The tactile response of such domes can be adequately controlled for many applications but is not suitable for the most demanding work.
In order to simplify tool specification and manufacture, male and female dies need only be matched in horizontal dimensions. The female die should be significantly deeper than the male (compare with Figure 4.5).
4.1.2 Insert Stud tooling
This tooling method is perhaps the most cost effective and can give excellent results especially for tactile dome embossing.
A wide range of machined studs of different diameters, radius of curvature and heights is purchased as re-usable tools. For each design of tool for a specific keypad, a metal plate is precision drilled and the required studs inserted to produce the completed male tool. A similar metal plate is drilled with holes of wider circumference to act as a matched female, see section 5, E8 for information on tool tolerances.
A set of matched tools therefore only requires two simple steel plates. The profile, which is the expensive part of the manufacturing operation, is provided by the slot in studs which are reusable for other tools and are therefore extremely cost effective.
4.1.3 Machined plate tooling
Machining is a much more controllable process than etching. More complex profiles and tighter tolerances can therefore be produced. Machined tools are however, in general, more expensive than etched tools. The most significant advantage of machined tools is the ability to produce controlled tactile dome profiles.
Again it is not necessary to accurately machine the female tool to a depth specification. The female should be deeper than the male. The bottom of the female recess need not then be accurately profiled dependent on the shape required.
4.1.4 Cast plate tooling
It is much easier to machine or etch a female tool than a male for most applications as much less material needs to be removed. Male tools can be conveniently produced by casting from a female master. This can be most readily achieved using, for example, rubber or glass reinforced plastic (GRP) compounds. Generally it is not necessary to allow male/female tool clearances as the resilience of the material will make way for the substrate. Rubber tooling does not give the best defined profiles however.
Rigid GRP cast tools are capable of excellent results.
Matched GRP male/female pairs may be used to avoid wear and tear on expensive machine masters. In this case the lower thermal conductivity of the plastic dies may require the use of higher tool temperatures in order to achieve the 80-90oC minimum substrate temperature needed for successful polyester embossing.
4.1.5 Thermal expansion
Die dimensions should be set to be correct at the working temperature of the tool NOT at room temperature, i.e. thermal expansion should be accounted for.
If GRP males are used with metal females or indeed if any rigid male/female tool set is produced from different materials, allowance must also be made for the different degrees of thermal expansion the materials will undergo in heating to the working temperature.
For this reason rigid tool pairs are normally produced from the same material.
4.1.6 Non-matched plate tools
This class of tooling involves the use of one tool with a resilient flat surface.
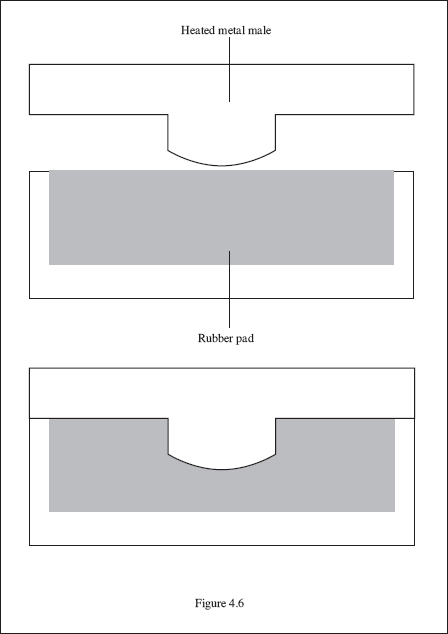
a) Metal male/rubber sheet
Rather poor definition is achieved by this method.
b) Hydroforming
This method can provide excellent results. Firm clamping pressure is applied to the non-embossed areas before forming begins.
4.2 Speciality tooling
Plate tooling gives excellent results for many embossing applications on MacDermid Autotype polyester products. It is not possible however to fulfil all the desirable tool design requirements outlined in section 2.3 with this type of tool. In particular, background area clamping and differential temperature control in embossed and non-embossed areas are almost impossible to achieve.
Therefore, for the most demanding applications (e.g. where closely specified tactile dome actuation pressures are required) more specialised tooling is often used.
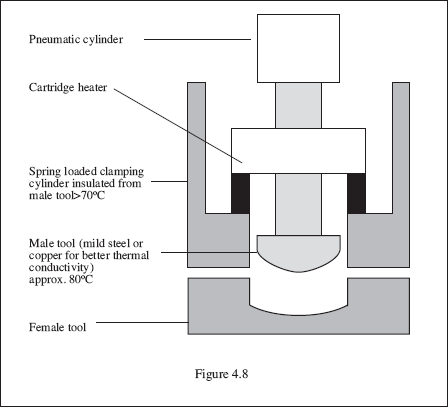
Laboratory work by MacDermid Autotype has been undertaken to identify a suitable design. This work was based on an Armstrong-White press.
It can be seen from the schematic (Figure 4.8) that all of the tool design parameters desirable for embossing polyester can be achieved using this type of equipment.
This machine is designed for laboratory use. It can however be adapted for production use by the addition of an x-y CNC table to move the substrate relative to the single tool pair.
This approach is well suited to short production runs where the same tool pair can be used for many jobs. Tooling costs are very low.
For longer runs the method is too time-consuming. In this case the tooling must be adapted by using a male punch for every dome on the work piece, registering with a machined female plate or block. The clamping function can be either as in the single tool machine or, more cheaply, in the form of a clamping block or plate drilled to receive the male tools and spring loaded against the male tool assembly.
This form of tooling is relatively expensive and is best suited to high specification, low volume work.
5. SUBSTRATE
In order to more fully understand the differences in the embossing performance of polyester and polycarbonate, it is useful to compare the properties of the two substrates. The text below refers to Autotex, but the information is generally applicable to Autoflex EB and for all embossable polyester films.
5.1 Tensile and mechanical properties
|
Property |
Autotex Fine F150 |
Polycarbonate 125µ |
Test Method |
|
Tensile strength at break |
200MPa |
100MPa |
ASTM D882 |
|
Yield strength |
100MPa |
65MPa |
ASTM D882 |
|
Young's modulus |
4GPa |
2GPa |
ASTM D882 |
|
Stress at: |
|
|
|
|
Burst strength |
175MPa |
100MPa |
ASTM D774 |
|
Elongation at break (MD) |
125% |
150% |
ASTM D882 |
Comparisons of tensile/mechanical properties of Autotex and polycarbonate are derived from ICI America Inc data.
The data in Table 5.1 will demonstrate that Autotex has almost twice the strength, over 80% of the elongation at break.
The differences are further highlighted by comparison of the stress/strain curves for the two substrates.
5.1.1 Yield behaviour, localisation of deformation
Figure 5.1 clearly demonstrates the strength and toughness of Autotex compared to polycarbonate, but also reveals a significant difference in the yield behaviour. This is of crucial importance in embossing.
The yield strength of a material is the force required to produce a permanent deformation of the film. A force lower than this will produce a deformation which completely relaxes when the force is removed, i.e. an elastic deformation. The elongation at which this occurs is known as the ‘yield point’.
The yield strengths of Autotex (Ya) and polycarbonate (Yp) are shown in Figure 5.1.
When polycarbonate is deformed beyond its yield point, the force required to further deform the film drops suddenly and then remains constant. The force exerted does not then exceed the yield strength until an elongation of 100% is reached. An area of polycarbonate film which is in the process of deforming from 10-100% elongation cannot therefore transmit sufficient force to surrounding areas of film to deform them beyond the yield point. Permanent deformation of the film is therefore localised.
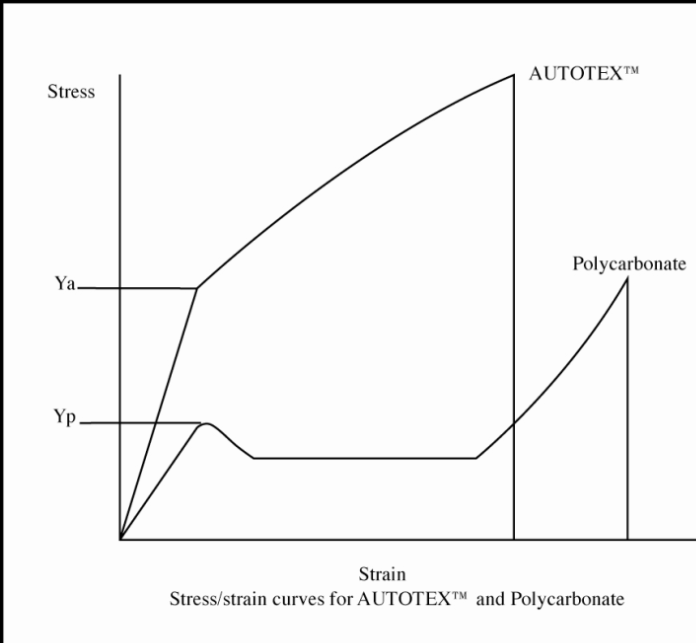
In contrast, a polyester sample deformed beyond the yield point requires a continuously increasing load to achieve further deformation. This tends to result in the deforming force being transmitted to surrounding areas of film. Permanent deformation of the polyester is not therefore localised. This difference is clearly seen in Figure 5.2.
Figure 5.2 depicts samples of Autotex and polycarbonate which have been subjected to a
deforming load applied along the long axis. The Autotex sample is almost uniformly deformed along its length.
The polycarbonate sample has begun to deform half way along its length. A band of material across the sample has deformed to around 100% elongation before stress has begun to be transmitted to the areas of film on either side. The remaining film has no permanent deformation.
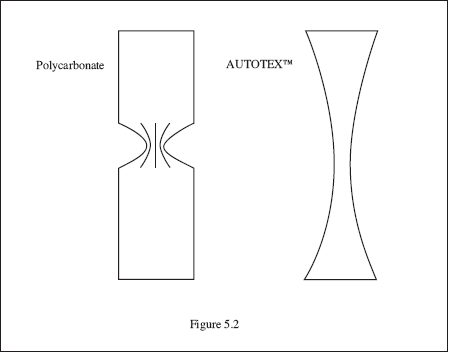
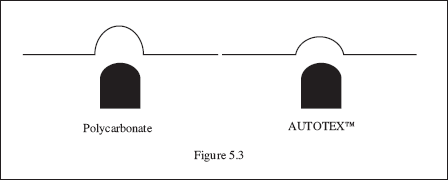
Figure 5.3 shows schematically the effect of forming polycarbonate and Autotex with the same tool.
The resulting profile in the polycarbonate is a reasonably faithful impression of the tool profile. The profile achieved in the Autotex is distorted because the film has been drawn in from surrounding areas.
This difference in yield behaviour is very significant when embossing Autotex with unsuitable tooling. The transmitted stress tends to distort non-embossed areas giving cockled panels. The spreading of the stress also tends to give lower embossed profiles. Good tool design can prevent this. Two features are important:
|
SUCCESSFUL EMBOSSING PARAMETER 1 Non-embossed areas should be tightly gripped to prevent movement. |
|
SUCCESSFUL EMBOSSING PARAMETER 2 The tolerance between the tools should be sufficient to hold the film and localise the stress while preventing scratching of the ink and cutting of the film. The gap on each side of the tool pair should equal the film and ink thickness plus a further 50μ. |
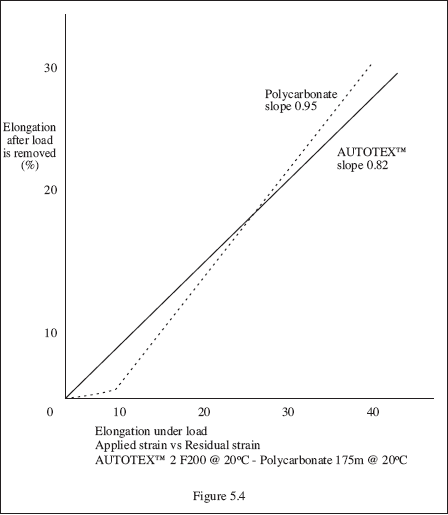
5.1.2 Relaxation behaviour
Autotex is a relatively elastic film. Even when stretched beyond its yield point it has a tendency to shrink back when the load is removed. Polycarbonate is much less elastic. Once its yield point is exceeded very little shrinkage (or relaxation) occurs when the deforming load is removed.
Figure 5.4 shows this difference clearly. The upper line for polycarbonate has a slope of 0.95. This shows that 95% of any applied deformation above the yield point is permanently retained by the film.
The Autotex line has a much lower slope of 0.82. Only 82% of the applied deformation above the yield point is therefore permanently retained. The effect, combined with the load spreading described above leads to lower embossed profiles.
Again, this can be compensated for by tool design.
|
SUCCESSFUL EMBOSSING PARAMETER 3 Tooling for Autotex should have a profile approximately 30-40% higher than that required for polycarbonate. The height of the male tool determines the embossed profile. The female should be deeper than the male to avoid interference. |
5.2 Thermomechanical properties
This section deals with the way that the mechanical properties of Autotex change when the film is heated. This behaviour is dominated by the glass transition temperature ‘Tg’ of polyester at 68oC. At this temperature the film ceases to be a hard ‘glassy’ material and becomes softer and more easily stretched.
This is well illustrated by Figure 5.5 which shows the effect of increasing temperature on the Youngs modulus of Autotex. This is a measure of the force required to stretch the film.
Below the Tg the film is very strong. At 68oC the strength of the film begins to fall rapidly. At 120oC the film is around 1/6th as strong as it was at room temperature.

This property provides an excellent method of avoiding background distortion. If the areas to be embossed are heated significantly above the Tg, but the background areas are kept below the Tg, the force required to form the film is reduced in the hot areas but remains high elsewhere. The temperature difference needed to achieve good results is quite small, typically only 10-15oC.
|
SUCCESSFUL EMBOSSING PARAMETER 4 If possible tooling should be designed to allow the embossed areas to be heated above 680C but to retain the surrounding areas at below 680C. |
This is most readily achieved on speciality tooling. On plate tooling the only practical method is to introduce an insulating layer in non-embossed areas (see Figure 5.6).
Reference to Figure 5.5 will show that no benefit is gained from the use of tool temperatures above 120°C. In fact, practical experience has shown that a temperature of 80-100°C gives the best results for tactile embossing. At this temperature optimum dome height and tactile feel are achieved.
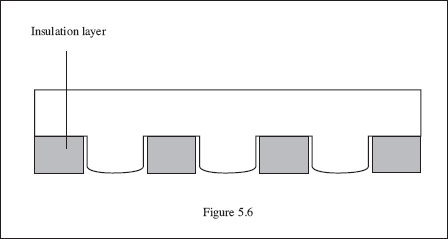
Figure 5.7 shows this effect schematically. At low temperatures the dome height is low due to background distortion and relaxation effects. At temperatures above 80oC dome height begins to fall.
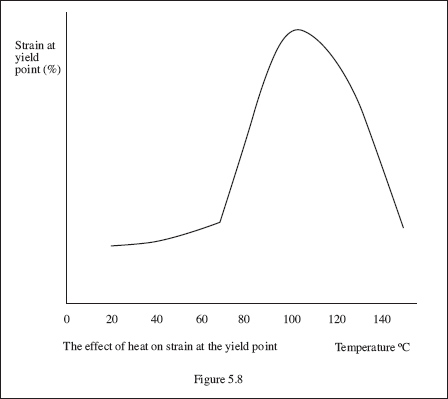
This high temperature effect is caused by two factors: Firstly the low strength of the film at high temperatures can allow the dome to sag. This can be clearly seen at temperatures over 140oC. Secondly the strain at the yield point increases between 85-110oC. Over this range the film is therefore more elastic, and relaxation is more significant. This is depicted in Figure 5.8.
The drop in the strain and yield at temperatures above 120oC is believed to be a result of slight crystallisation of the film under stress. This is detrimental to the flex life of the product and these high temperatures should therefore be avoided.1
|
SUCCESSFUL EMBOSSING PARAMETER 5 Optimum film temperature for maximum dome height and tactile effect 80-90oC. |
5.2.1 Thermal relaxation effects
Hot embossing of polyester is essential to prevent embossed profiles relaxing when operated at elevated temperatures.
Research work carried out at MacDermid Autotype tells us that in order to maintain dome stability the film has to experience a temperature during embossing that is higher than the intended operation temperature. Tests have determined that to obtain minimal dome relaxation after several weeks exposure to 80oC the film must have experienced at least 100oC during embossing. Please note that it may be necessary to set the tooling at a higher temperature in order for the film to reach the required temperature. It is very difficult to obtain good dome stability for operation over 80oC.
|
SUCCESSFUL EMBOSSING PARAMETER 6 If dome stability up to 80oC is required, ensure the film experiences a temperature of at least 100oC. |
5.2.2 Dwell time effects
All temperature guidelines given in this section refer to the film and not the tools.
Since polyester is a poor thermal conductor, the temperature through the thickness of the film tends to be slow to rise when in contact with a heated tool.
Time must therefore be allowed for the film to reach the tool temperature. Typically dwell time needs to be 10 seconds, although this may vary with tool design and film gauge. This clearly limits throughput.
Embossing at a higher temperature for a shorter period of time is an option but cannot be fully recommended as this tends to lead to uneven heating through the thickness of the film.
Direct heating of the film and not the tools can also lead to uneven heat transfer as the cold tools will cool the outer surface of the polyester.
|
SUCCESSFUL EMBOSSING PARAMETER 7 Ensure thorough heating of the film. A dwell time of 10 seconds should be sufficient. |
5.2.3 Multi stroke embossing
As previously discussed in 5.1.2 polyester has some elastic behaviour which leads to an embossed profile lower than that of the tool. This is compensated for in tool design.
For a given tool however embossed height can be increased by cycling the machine twice in succession on the same piece with a dwell time of 6-7 seconds for each operation. In this way the relaxation from the first operation is re-stretched during the second. Relaxation after this stage is significantly less than before, leading to a higher total embossed height.
|
SUCCESSFUL EMBOSSING PARAMETER 8 For a given tool, the height for the embossed profile can be increased by embossing the same piece twice, each with a dwell time of 6-7 seconds. |
5.2.4 Maximum embossing height
This is determined by the maximum draw rate. From experiments, we have found that, for cold embossing, the embossed profile should have a draw length/initial length ratio of no more than 1.25. This ratio is valid for the finished emboss.
- The tool ratio will have to be slightly bigger, to allow for a 30-40% shrink.
- The maximum ratio for hot embossing will be slightly higher, but we would recommend sticking to the above-mentioned value.
- The ratio of 1.25 is independent of the thickness of the film, as it is the hardcoat, which would crack first if the ratio was exceeded. Hardcoat thickness for all Autotex films are the same and hardcoat thickness for all Autoflex films are the same.
- The same ratio can be applied to all types of embossed profiles i.e. domes, rims and pillows.
|
SUCCESSFUL EMBOSSING PARAMETER 9 For a given type of embossed profile, the draw length/initial length ratio should be no more than 1.25. |
6. CONCLUSION
These guidelines have been compiled after extensive investigation into the properties of polyester film and into the embossing methods used in the industry. They are as complete and exhaustive as we can make them at the time of writing. However there can be little doubt that further information will become available in future and these recommendations may be amended accordingly.
There is no one right way to emboss polyester. Some users may find that under their process conditions successful results can be obtained without rigorously observing all the points contained herein. However, the likelihood is that the more closely these guidelines are followed the greater the chance of a successful result.



